What is Stainless Steel Passivation?
First of all, we need to know that stainless steel is naturally resistant to corrosion; the key lies in the surface layer of chromium oxide film (Cr₂O₃) with a thickness of only 3-5 nanometers.
Passivation treatment is like doing “deep skin care” for stainless steel: dissolving free iron particles on the surface through an acidic solution (commonly used nitric or citric acid), while stimulating the reaction between chromium and oxygen to re-generate a dense and homogeneous passivation film. This process does not change the thickness of the material, but can make the corrosion resistance increased by more than 10 times.
An example: a food factory mixing tanks used three months after the weld corrosion, which is due to the welding will lead to the “chromium depletion zone”, this area of chromium content of only 8.2%, while the standard requirement of at least 10.5%.

Passivation vs. Electroplating
Plating is a “coat” for the metal, while passivation is a “self-healing” stimulus for the metal. The plating layer will peel off over time, while the quality passivation film is metallurgically bonded to the substrate.
A single 30-minute nitric acid passivation can extend the salt spray test time of stainless steel from 24 hours to 200 hours.
Cognitive misunderstanding: passivation ≠ no corrosion
Passivation films are stable in a PH range of 2–11, but may rust when exposed to strong acids (such as hydrochloric acid) or chlorine ions (such as seawater). Remember: Passivation improves corrosion resistance, but it is not a permanent corrosion prevention measure!
Why Does Stainless Steel Need Passivation?
“316L stainless steel is said to never rust. Why do medical devices need to be passivated?”
The truth is that the “stainless” properties of stainless steel need to be supported by ideal conditions. Unpassivated devices can rust at any time when the following conditions are encountered:
- Iron powder from machining is embedded in the surface and forms microcell corrosion when exposed to water.
- Welding-induced “chromium depletion zone” with 70% reduction in pitting resistance
- Chlorine ions in fingerprint sweat, 5ppm concentration can trigger rust spots
- Use in some extreme conditions, such as seawater, chemical pipes, can trigger rusting
Stainless Steel Passivation Process Flow
A critical six-step process
Below we have an example of a medical device treatment for passivation:
- Degreasing: Soak in 60℃ alkaline solution for 20 minutes to remove fingerprint grease.
- Acid washing: 10% nitric acid + 2% hydrofluoric acid immersion for 10 minutes, to remove the oxide layer and other impurities
- Activation: Citric acid solution restores surface activity
- Passivation: 25% nitric acid solution, 50 ℃ immersion 30 minutes
- Neutralization: sodium carbonate solution terminates the reaction
- Sealing: Silane treatment for enhanced abrasion resistance

ASTM A967 and ISO 16048
The American Standard ASTM focuses on nitric acid passivation, allowing chloride ≤ 50ppm.
The citric acid process is mandatory by the European standard ISO 16048, which is more suitable for environmental protection requirements.
The automotive industry usually adopts the “ASTAM + ISO dual certification” model.
Test Methods
Blue dot test: drop the test solution (10g potassium ferricyanide + 30 ml nitric acid + 70 ml water) on the surface, blue color is shown within 5 minutes, indicating passivation failure.
Salt spray test: continuous spraying of 5% brine in 35℃ environment, high-quality passivated parts should be kept without red rust for more than 96 hours.
3 Variables That Affect Passivation
Temperature: 20-50°C is the golden zone
Just like baking a cake that requires precise temperature control, passivation is extremely sensitive to temperature. Experimental data show that:
- Below 20°C: 60% reduction in reaction rate, pinholes in the membrane layer
- More than 50 ℃: Nitric acid volatilization intensified, the concentration of acid mist in the workshop exceeded the standard by 3 times.
It is recommended to install a double probe thermometer to monitor the temperature difference of the tank liquid in real time not more than ±2℃.
Solution Concentration
The following teaches you an environmentally friendly citric acid passivation solution formula (applicable to food machinery):
Citric acid 8-12%
Hydrogen peroxide 3-5%
Corrosion inhibitor 0.2g/L
Temperature 40°C
Duration 20-40 minutes
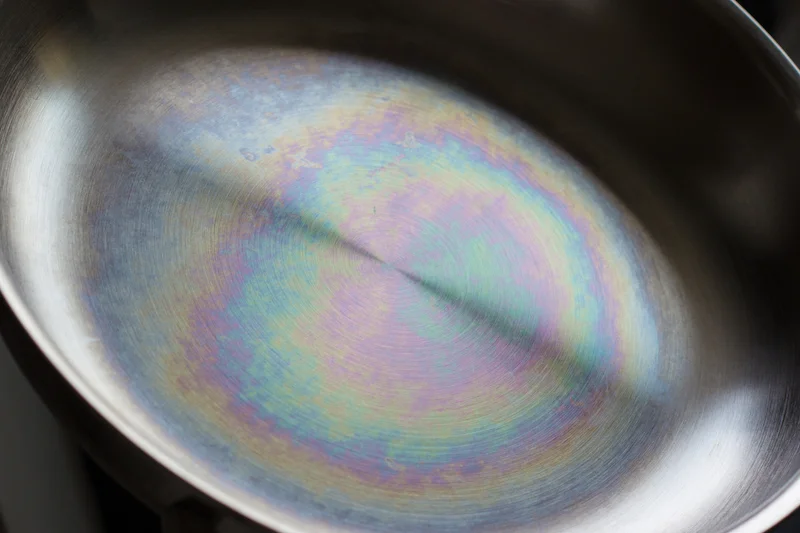
Note: Adding too much hydrogen peroxide will result in “over-passivation” and rainbow interference patterns on the surface. Teach you a simple judgment method – test the solution with PH test paper, the best value should be maintained between 2.3-2.8.
Passivation Time
The increase in film thickness follows the following pattern:
Film thickness (nm) = K x √t (t is minute)
where the value of K depends on the material:
- 304 stainless steel: K=1.2
- 316L stainless steel: K=1.8
For example, to generate a 3nm film layer for 316L, a soak of (3/1.8)² ≈ 2.8 minutes is required. In practice it is recommended to leave a safety margin of 20%.
Common passivation defects and solutions
Rainbow stripe phenomenon: oxide film is too thick
When you see the stainless steel surface has a similar oil film of colored streaks, which indicates:
- Passivation time exceeded by more than 30%
- Solution temperature over 55°C
Emergency Response Program:
- Wipe the surface with a 10% oxalic acid solution
- Reactivation treatment (5% citric acid solution at 40°C for 5 minutes)
- 20% time reduction in secondary passivation
Pitting corrosion
Take 500 ml of passivation solution and boil and concentrate to 50 ml, add 0.1 mol/L silver nitrate solution dropwise:
- Appearance of white flocculent precipitation: Chloride ion >50ppm (Fail)
- Slightly turbid: Chloride ions <30ppm (compliance)

Preventive measures: Replace tank filters weekly and avoid flushing with tap water.
Adhesion Failure
Case in point: some flange coatings peeling off in three months
Root cause analysis:
- Incomplete degreasing (residual grease detection value >0.5mg/cm²)
- Excessive pickling (surface carbide precipitation)
- Inadequate washing (less than 3 PH test points)
Solution: Adopt the “three-step verification method” – UV oil detection → metallurgical microscope observation → portable pH meter multi-point test.
Does Your Product Really Need Passivation?
Cost-Benefit Analysis
If you’re debating whether or not to passivate your stainless steel products, then you can take a look at the decision-making formula we’ve put together for you:
Necessary Index = (Corrosion Risk Factor × Cost of Loss on Failure) / (Passivation Cost × Life Expectancy Improvement)
- 1.5: Passivation strongly recommended
- 0.8-1.5: to be judged in conjunction with the environment of use
- <0.8: Temporary protection, such as oiling, is recommended.
Alternative: PVD Coating
Advantages and disadvantages of physical vapor deposition (PVD):
- Controllable film thickness (0.1-5μm)
- Deposits TiN and other decorative layers
Disadvantage:
- Equipment investment > 2 million yuan
- Cannot handle complex internal cavities
Recommended selection strategy: PVD for exterior parts, passivation for structural parts.
You Must Master These Methods of Detecting the Quality of Passivation
For rapid on-site testing
- Cotton swab test method: wipe with acetone and observe whether it turns black (to detect grease residue)
- Water film continuity test: A complete water film shall be formed on the surface and maintained for 30 seconds.
- Resistance test: Surface resistance after passivation>5000Ω/cm²
Laboratory Standards
- Auger Electron Spectroscopy (AES): Accurate determination of the Cr/Fe atomic ratio (requirement > 1.5)
- Electrochemical Impedance Spectroscopy (EIS): Quantitative Assessment of Passivation Density
Summarize
Finally, I hope that this article can become your hands “passivation guide” when you face the stainless steel equipment again, not only can see the metal’s cold, cold, more can read those hidden behind the scientific temperature.
The real “stainlessness” is more than just technical parameters: it requires precise control of acid concentration by engineers, breathless gaze of quality inspectors before the blue dot test, and the industry’s continuous exploration of green technology.
If you are looking for suppliers of stainless steel passivation, why not contact EVERGREEN Machinery? I am sure our professional service will be very convenient for you.