Submerged arc welding is a welding method that uses an arc as a heat source. During submerged arc welding, the arc burns under a layer of granular meltable flux, and the arc is not exposed, hence the name of submerged arc welding. The metal electrode used is an uninterrupted feed of light welding wire.
Working Principle
Figure 4-1 is a schematic diagram of the formation process of the submerged arc welding seam. The welding arc burns between the wire and the workpiece, and the heat of the arc melts the base metal and flux near the end of the wire and the arc.
The molten metal forms a molten pool, and the molten flux becomes a slag. The molten pool is protected from slag and flux vapors from the air. As the arc moves forward, the arc force pushes the liquid metal in the molten pool to the rear of the molten pool. During the subsequent cooling process, this part of the liquid metal solidifies into the weld.
The slag solidifies into a slag shell that covers the surface of the weld. In addition to the mechanical protection of molten pool and weld metal, slag also undergoes metallurgical reaction with molten metal during welding, thereby affecting the chemical composition of weld metal.
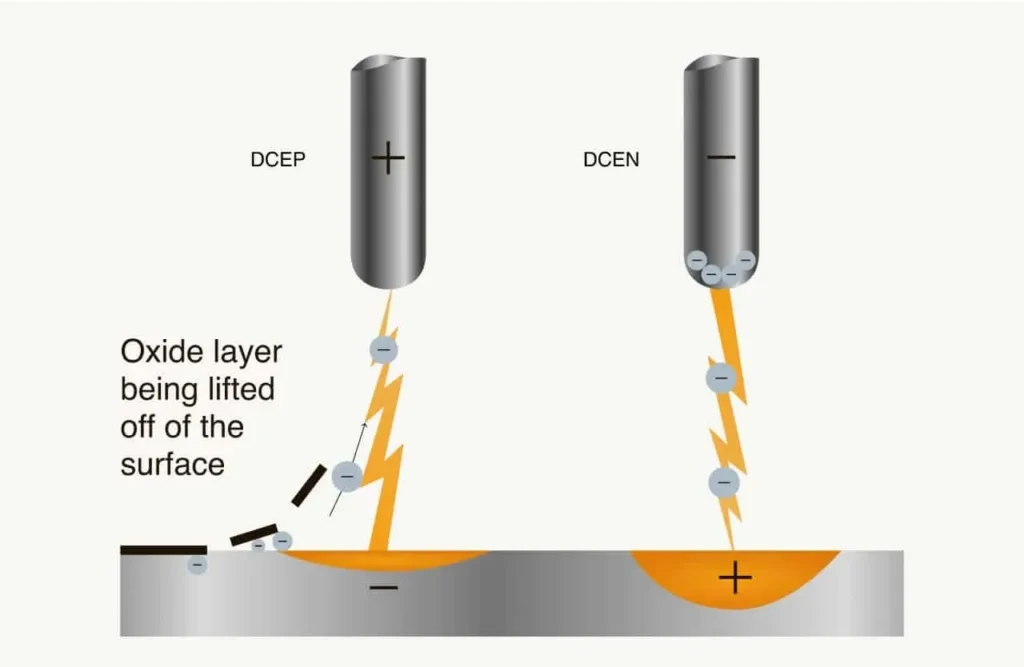
During submerged arc welding, the workpiece to be welded and the welding wire are respectively connected to the two poles of the welding power source. The welding wire is connected to the power source by sliding contact with the contact tip. The welding circuit includes a welding power source, connecting cable, contact tip, welding wire, arc, molten pool, workpiece, etc.
The end of the welding wire is continuously melted under the action of the arc heat, so the welding wire should be continuously fed to keep the welding process stable. The feeding speed of the wire should be balanced with the melting speed of the wire.
The welding wire is generally fed by a wire feed roller driven by a motor. Depending on the application, the number of wires can be single, double, or multi-wire. In some applications, flux-cored wire is used instead of solid wire, or steel strip is used instead of wire.
Advantages and Disadvantages of Submerged Arc Welding
The Main Advantages of Submerged Arc Welding
The welding current used is large, and the corresponding input power is large. Coupled with the thermal insulation effect of flux and slag, the thermal efficiency is high and the penetration depth is large. The groove of the workpiece can be smaller, reducing the amount of filler metal. Single-wire submerged arc welding can penetrate 20mm at a time without the bevel of the workpiece.
The welding speed is high. Taking the butt welding of steel plates with a thickness of 8-10mm as an example, the single-wire submerged arc welding speed can reach 50-2000px/min, and the manual arc welding does not exceed 10-325px/mm.
The presence of flux not only isolates the molten metal from contact with air but also causes the molten pool metal to solidify more slowly. The liquid metal and the molten flux have more time for metallurgical reaction, reducing the possibility of defects such as pores and cracks in the weld. Flux can also add some alloying elements to the weld metal to improve the mechanical properties of the weld metal.
When welding in windy environments, submerged arc welding provides better protection than other arc welding methods.
During automatic welding, the welding parameters can be kept stable by automatic adjustment. Compared with the manual arc, the welding quality is greatly less dependent on the skill level of the welder.
There is no arc light radiation, and the working conditions are better.
The Main Disadvantages of Submerged Arc Welding
Due to the use of granular flux, this welding method is generally only suitable for flat welding positions. Welding in other positions requires special measures to ensure that the flux covers the welding area.
The relative position of the arc and the groove cannot be directly observed. If the automatic welding seam tracking device is not used, the welding deviation will be easy.
The electric field strength of the submerged arc welding arc is relatively large, and the arc is unstable when the current is less than 100A, so it is not suitable for welding thin plates with a thickness of less than 1mm.
Application Scope of Submerged Arc Welding
Due to the large penetration depth, high productivity, and high mechanized operation process of submerged arc welding, it is suitable for welding long welds of medium and heavy plate structures.
It has a wide range of applications in shipbuilding, boilers and pressure vessels, bridges, hoisting machinery, railway vehicles, construction machinery, heavy machinery and metallurgical machinery, nuclear power plant structures, marine structures, and other manufacturing sectors. It is the most commonly used welding method in welding production today. one.
In addition to being used for the connection of components in metal structures, submerged arc welding can also overlay a wear-resistant or corrosion-resistant alloy layer on the surface of the base metal.
With the development of welding metallurgy technology and welding material production technology, the materials that can be welded by submerged arc welding have developed from carbon structural steel to low-alloy structural steel, stainless steel, heat-resistant steel, etc., as well as some non-ferrous metals, such as nickel-based alloys, Titanium alloy, copper alloy, etc.
Operational Technology and Safety Features of Submerged Arc Welding
Submerged Arc Welding Operation Technology
Submerged Arc Welding Process Parameters
Submerged arc welding specifications mainly include welding current, arc voltage, welding speed, wire diameter, etc.
The main process parameters are wire extension length, power source type, polarity, assembly gap groove form, etc.
The principle of selecting the welding specification for submerged arc welding is to ensure that the arc burns stably, the shape and size of the weld meet the requirements, the surface is smooth and tidy, and there are no internal defects such as pores, slag inclusions, cracks, incomplete penetration, and weld flashes.
Commonly used selection methods include the look-up table method, test method, empirical method, and calculation method. No matter which method is used to determine the parameters, they must be corrected during welding, and continuous welding can only be achieved when the best effect is achieved.
Operational Technology
Butt Straight Seam Welding Technology
There are two basic types of welding methods for butt straight welds, namely single-sided welding, and double-sided welding. According to the thickness of the steel plate, it can be divided into single-layer welding, multi-layer welding, and various lining methods and no lining methods.
Flux pad method submerged arc automatic welding. When welding butt welds, in order to prevent the leakage of slag and molten pool metal, a flux pad is used as a backing for welding. The flux of the fluxed pad is the same as the flux used for soldering.
The flux should be closely attached to the back of the weldment and can bear a certain uniform supporting force. It is necessary to choose a larger welding specification to penetrate the workpiece to achieve double-sided forming.
Manual welding back covers submerged arc automatic welding. For welds where backing cannot be used, manual welding can be used to cover the back first, and then submerged arc welding can be used.
Suspension welding is generally used for butt welding without cracks and gaps. It does not require any gaskets, and the assembly gap requirements are very strict.
To ensure penetration, 40% to 50% of the thickness of the workpiece should be penetrated during front welding, and 60% to 70% of the thickness of the workpiece should be ensured during back welding.
In actual operation, it is generally difficult to measure the penetration depth, and it is often judged by observing the color of the back of the molten pool during welding, so it is necessary to have a certain experience.
Multilayer submerged arc welding. For thicker steel plates that cannot be welded at one time, multi-layer welding can be used. When the first layer is welded, the specification should not be too large, not only to ensure penetration but also to avoid defects such as cracks. The joints of each layer of welds shall be staggered and shall not overlap.
Butt Girth Weld Technology
Submerged arc welding of circular and simplified butt joints should use rollers with speed control devices. If double-sided soldering is required, the first pass should place the fluxed pad on the lower simplified outer wall weld.
Fix the welding trolley on the cantilever frame, and extend it into the cylinder body to weld under the flat welding. The welding wire should be offset from the centerline to the downhill welding position. In the second pass of frontal welding, the welding is performed outside the cylinder and at the upper flat weld.
Fillet Welding Technology
Fillet welds in automatic submerged arc welding mainly occur in T-joints and lap joints. Generally, there are two forms of boat welding and bevel welding.
Submerged Arc Semi-Automatic Welding
Submerged arc semi-automatic welding is mainly automatic welding of hoses. The movement of the arc is done manually, while the feeding of the wire is automatic. Semi-automatic welding can replace automatic welding to weld some curved and shorter welds, mainly used for fillet welds, but also for butt welds.
Safe Operation Technology of Submerged Arc Welding
The trolley wheel of the submerged arc automatic welding machine should be well insulated, the wire should be well insulated, and the wire should be straightened during the working process to prevent it from being twisted and burned by slag.
The control box and the welding machine shell should be reliably grounded (zero) and prevent leakage. The terminal block cover must be closed.
During the welding process, care should be taken to prevent the sudden stop of the flux supply and the occurrence of strong arc exposure and burns to the eyes. Therefore, ordinary protective glasses should be worn when welding.
The welding handle of semi-automatic submerged arc welding should have a fixed place to prevent short circuits.
Submerged arc automatic welding flux contains manganese oxide and other substances harmful to the human body. Although it does not produce visible fumes like hand arc welding, it will produce a certain amount of harmful gases and vapors. Therefore, it is best to have local exhaust ventilation equipment in the workplace.
Like this page? Share it with your friends!