
Analysis and Control of Defects in Low Pressure Casting of Aluminum Alloy Ratchet for Railway
The aluminum alloy ratchet is a key component in the high-speed railway catenary system. The low-pressure casting process is used to produce the ratchet to ensure the mechanical properties and fatigue properties of the ratchet. The casting defects that are easy to appear in the low-pressure casting process of the ZL114A aluminum alloy ratchet are analyzed, and control measures are put forward to ensure the casting quality of the ratchet.
The ratchet anchor device is a kind of mechanical compensator, which is an important part of the traction power supply catenary system of a high-speed passenger dedicated line and plays an important role in the overall safety performance of the catenary. During daily operation, the suspension cables in the power supply catenary system will expand and contract in length due to changes in ambient temperature, thereby causing changes in the tension of the catenary. In order to ensure the constant tension of the catenary, the ratchet anchor device compensates for the stretching and contraction changes of the contact suspension wires by adjusting the stroke of the weight and the number of weights, so as to ensure the safety of the entire power supply network.
The ratchet is the most important part of the anchoring device. It is composed of rims, ratchets, hubs, spokes, etc. Its shape is a typical structure of revolution, and it has the characteristics of uneven wall thickness and complex contours.
The quality of the ratchet determines the reliability of the ratchet anchoring device and the stability of the tension compensation of the catenary. This requires that the low-pressure cast aluminum alloy ratchet not only has high strength and good fatigue resistance; at the same time, because it works outdoors for a long time, it must also have a certain resistance to atmospheric corrosion and intergranular corrosion. To ensure these properties, it is necessary to obtain the quality of the low-pressure casting ratchet: castings with fewer casting defects and high surface quality; castings with small grain size and dense structure.
1. Low-pressure casting of ratchet
1.1 Material of the ratchet
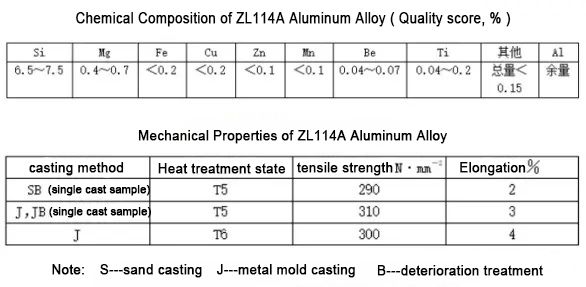
At present, the catenary ratchet body at home and abroad is generally made of aluminum alloy, and the cast aluminum alloy with the brand name ZL114A (ZAlSi7Mg1A) is used in China. It is an Al-Si-Mg series high-strength casting developed on the basis of ZL101A aluminum alloy with the increased magnesium content. aluminum alloy. It not only has high mechanical properties, such as high strength and high toughness but also has a good casting process, such as good fluidity, air tightness, and thermal crack resistance. The alloy is widely used in rail vehicles, aerospace, and other fields. Table 1 shows the chemical composition of the ZL114A aluminum alloy, and Table 2 shows the mechanical properties of the ZL114A aluminum alloy.
1.2 Ratchet Low-Pressure Casting
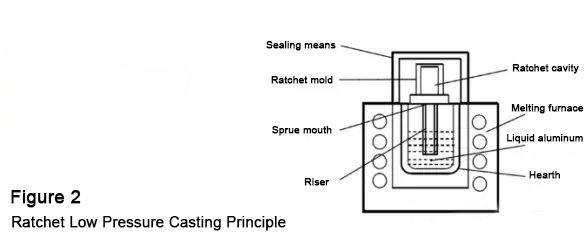
Ratchet low-pressure casting is a casting method that uses an electromagnetic pump system to fill the ratchet mold cavity under low-pressure and low-speed conditions. It is between gravity casting and pressure casting and is developed on the basis of metal mold casting. A casting method [1-2]. Its working principle is: the ratchet casting mold is placed on a closed melting furnace, and the cavity of the ratchet mold is connected to the molten aluminum in the melting furnace through a riser pipe of a certain size; during production, the aluminum alloy is heated in the melting furnace After melting, use compressed inert gas to apply a certain pressure to the molten aluminum in the furnace, and press the molten aluminum into the cavity of the ratchet mold through the riser tube; when the molten aluminum entering the cavity of the mold is in contact with the mold with a lower temperature, The aluminum liquid gradually solidifies and forms under pressure when it is cold; after the pouring is completed, reduce the pressure on the liquid surface, and the unsolidified aluminum liquid in the riser.
will flow back into the furnace. Figure 2 is a schematic diagram of the ratchet low-pressure casting.
2. Analysis of aluminum alloy ratchet low-pressure casting defects
2.1 Common casting defects in ratchets
During the low-pressure casting process of aluminum alloy ratchets, problems such as hydrogen pores, cracks, shrinkage cavities and oxide film inclusions mainly occur.
2.1.1 Hydrogen holes in the ratchet
Hydrogen pores are a major defect in the aluminum alloy ratchet low-pressure casting process, which is related to the solubility change and diffusion mechanism of hydrogen in aluminum alloys. Figure 3 shows the solubility of hydrogen in aluminum alloys at different temperatures. It can be seen from the figure that the solubility of hydrogen in liquid aluminum alloys is much greater than that in solid aluminum alloys, and the solubility of hydrogen in liquid aluminum also increases with increase with increasing temperature. The solubility of hydrogen in solid aluminum is about 0.039ml/100g-A1, and the solubility of hydrogen in liquid aluminum is about 0.69ml/100g-A1, the difference between the two is about 20 times. During the pouring process, if the temperature of the forming mold is relatively low and the molten aluminum solidifies faster, then more hydrogen will be released during the solidification process of the molten aluminum, which provides conditions for the formation of hydrogen pores [ 3~5]. Most of the hydrogen pores exist on the surface of the casting, which are screw-shaped fractures.
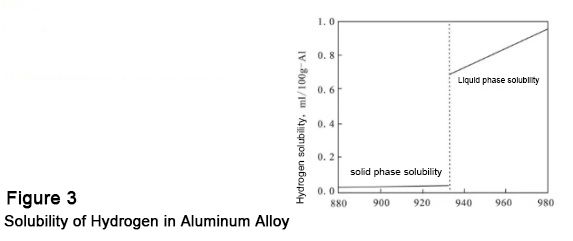
Figure 4 shows the change in water pressure in the foundry environment during the year. Production experience shows that the number of hydrogen pores in aluminum alloy castings will increase from June to September each year, which indicates that in the humid months, that is, the moisture in the environment Hydrogen porosity increases in castings produced during the crushed months.
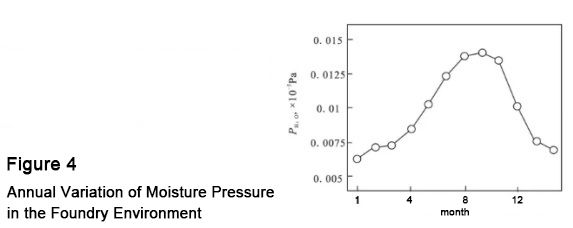
Figure 5 shows the morphology of hydrogen pore defects in ZL114A aluminum alloy low-pressure castings. The existence of hydrogen pores not only affects the appearance of the ratchet and reduces the effective area of the casting, but also causes stress concentration and the formation of crack sources, and also affects the strength and fatigue resistance of the ratchet.

2.1.2 Cracks in the Ratchet
Cracks in the low-pressure cast aluminum alloy ratchet not only affect the production cost and production efficiency but most importantly, affect the driving safety of the high-speed railway.
The ratchet is made of the low-pressure casting of ZL114A aluminum alloy. It has a large coefficient of linear expansion and a large shrinkage rate during solidification. It is easy to form large restraint stress in the casting process, and the large restraint stress is the root of the crack in the ratchet during the casting process. reason. Cracks produced during ratchet casting generally include cold cracks and hot cracks. Aluminum alloy castings are cooled at a lower temperature. Below its solidus temperature, if the stress in the casting exceeds the ultimate strength of the material itself, cold cracks will form. The cold cracks of the ratchet generally appear on the surface of the ratchet teeth in contact with the mold, and the surface of the crack fracture is characterized by slight oxidation on the surface. Hot cracks occur during the solidification process of the alloy. ZL114A aluminum alloy is a eutectic alloy, and its solidification and crystallization are carried out in a certain temperature range. The tendency of hot cracks has a lot to do with this temperature range. The larger the range, the higher the crack rate. However, the speed of low-pressure casting cannot be very fast, and this temperature range is relatively large. In the late stage of casting solidification, there is a small amount of unsolidified liquid film between the dendrite dendrites. Under the action of large restraint stress, the liquid film in the dendrite will be pulled apart. At this time, if the aluminum liquid is not replenished in time or there is not enough If the aluminum liquid is added, hot cracks will be formed. The surface of hot cracks will appear dark or black due to strong oxidation [3,6~7].
Through the analysis of the casting process, many factors such as the change of the casting process parameters, whether the structure of the ratchet is reasonable, the temperature control of the mold during pouring, etc. all have an impact on the restraint stress of the casting. If the restraint stress is large, it will lead to cracks.
2.1.3 Shrinkage Cavity and Porosity in the Ratchet
Shrinkage cavity and shrinkage porosity are inevitable defects in the casting process of aluminum alloy low-pressure casting ratchet and generally appear at the spokes and center of the ratchet. During the casting process of the ratchet, the aluminum liquid flows from the wheel center through the spoke runner to the rim and the ratchet parts through the gate, and there will be hot spots at the root of the spokes. The wall thickness of the wheel center and the spoke part is thicker, the temperature of the molten aluminum is high, and the shrinkage is relatively large during subsequent cooling. At this time, if the shrinkage is not well-fed, the solidification part is prone to shrinkage due to insufficient feeding. , Shrinkage cavity defects. From the point of view of the actual production of the ratchet, the spokes, ratchets, and wheel centers are all prone to this defect.

Figure 6 shows the shrinkage and shrinkage of the aluminum alloy ratchet in the spoke part of the low-pressure casting. Shrinkage porosity is characterized by large holes in the microstructure, irregular shape, and rough surface; while the microscopic characteristics of shrinkage porosity are small holes with smooth surfaces, but the distribution is relatively scattered. Both shrinkage cavity and shrinkage porosity will reduce the elongation of the material, and have a great impact on the impact resistance and fatigue life of the product.
2.1.4 Oxide film in the ratchet
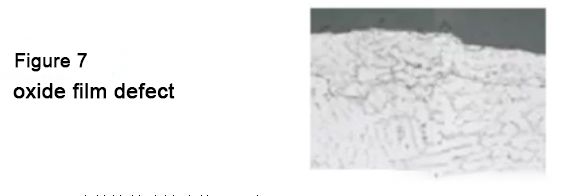
Aluminum alloy is easy to oxidize. During the low-pressure casting process of the ratchet, the molten aluminum will form a thin oxide film on the surface when it contacts the air in the ratchet mold. These oxide films will be entrained in the aluminum liquid and affect the aluminum liquid. flow performance. During the casting process, the oxide film as an obstacle will lead to the backflow of the aluminum liquid, causing partial under-casting of the casting; it will also cause thermal cracks and sometimes pores in the casting due to the folding of the oxide film. If the oxide film exists on the surface of the ratchet, when the ratchet is demolded, the oxide film will peel off due to its high brittleness and cannot withstand the stress during demolding, resulting in the uneven surface of the ratchet, affecting the surface quality of the ratchet and subsequent deal with. Figure 7 shows oxide film defects.
2.2 Five factors affecting ratchet casting defects
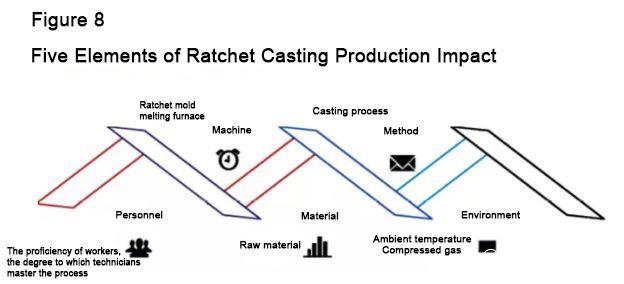
From the perspective of ratchet casting production management, the factors affecting product quality can be summed up as five elements: personnel, equipment, materials, process methods, and production environment, referred to as: “human, machine, material, method, and environment”. The impact of each element on different processes is very different and should be analyzed in detail. Figure 8 shows the five elements that affect the ratchet wheel casting production, and the generation of the above-mentioned main defects is related to these five elements.
3. Control of ratchet low-pressure casting defects
3.1 Control from the Perspective of “Personnel”
(1) Strengthen on-the-job training for workers to improve the level of practical operation skills; in daily production, a mechanism of bringing the old with the new is formed to ensure the smooth progress of production.
(2) Technicians must be familiar with the important nodes of the entire production process, and regularly explain the process to workers based on the cases in production so that workers can theoretically grasp the process procedures.
(3) When casting molten aluminum, workers should control the flow state of molten aluminum. The best pouring state is laminar flow.
3.2 Control from the Perspective of “Machine”
(1) Carry out the technical transformation on the ratchet casting system, mainly the liquid lifting device. Generally, the liquid lifting device can be improved by reducing the length of the liquid-rising pipe, enlarging the thickness of the insulation layer, and increasing the diameter of the liquid-rising pipe.
(2) For the ratchet mold, the mold opening stroke should be increased appropriately. The mold opening stroke will affect the extent to which workers check the mold and clean it accordingly, thereby affecting the yield of the ratchet.
(3) Use ceramic sprue sleeves with better thermal insulation properties.
3.3 Control from the Perspective of “Material”
(1) The raw materials should be clean, and the melt should be refined to eliminate the influence of non-metallic inclusions and hydrogen.
(2) When smelting aluminum alloy, adding 0.1% AlTi5B to the molten aluminum can improve the quality of the molten aluminum and refine the grains.
(3) Improve the purity of the inert gas in the furnace.
3.4 Control from the Perspective of “Method”
(1) Adopt a reasonable casting process to ensure the quality of casting products.
(2) Add a filter screen before the mold gate to avoid excessive oxide film entrainment in the aluminum liquid.
(3) For ratchets with complex shapes, in order to prevent under-casting and casting defects during casting. It can control the pouring speed of molten aluminum; appropriately increase the heating temperature of the mold, prolong the residence time of the ratchet in the mold, and reduce the cooling speed of the casting.
(4) Ultrasonic vibration technology is introduced in the ratchet casting process to refine the microstructure of the ratchet, increase its tissue density, and improve the mechanical properties of the ratchet.
3.5 Control from the Perspective of “Environment”
(1) Pay attention to the changes in the casting environment, especially the changes in the humidity of the workshop. During production from June to September every year, pay attention to the dehumidification of the workshop to prevent the generation of hydrogen pores.
(2) In the ratchet casting process, the pressure of the compressed gas at different stages should be controlled to avoid defects such as under-casting and oxide film inclusions.
4. Conclusion
By analyzing the common defects in the low-pressure casting production process of the ZL114A aluminum alloy ratchet in the catenary of the high-speed railway, and combining the five elements of “man, machine, material, method, and environment” in the casting production management of China Railway Construction Corporation, a control method is proposed. Measures for common defects in aluminum alloy low-pressure casting. According to the data fed back by the quality inspection department of China Railway Construction Corporation in the past year, after adopting these corresponding control measures in the low-pressure casting production process of the ZL114A aluminum alloy ratchet, the yield of the ratchet has been greatly improved, the casting quality of the ratchet is relatively stable, and the mechanical properties and resistance Fatigue is greatly improved.
Like this page? Share it with your friends!
