
1. Basic Concepts
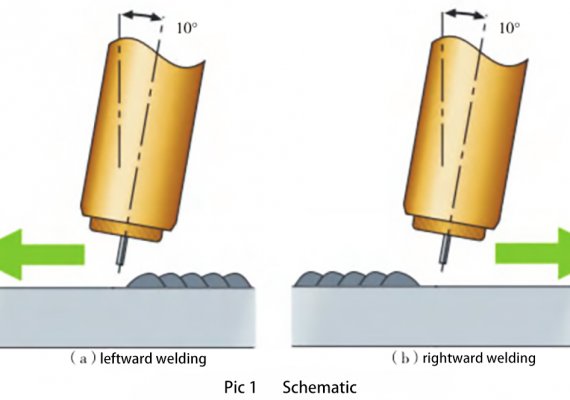
MIG/MAG welding, when the operator holds the welding torch with the right hand, welding from right to left, the welding torch nozzle and the welding direction are at an obtuse angle (> 90°), which is called leftward welding;
Welding from left to right, the torch nozzle and the welding direction are at an acute angle (<90°), which is called rightward welding.
If the operator holds the welding torch with his left hand, the welding direction is just the opposite.

Pic 1 is a schematic diagram of the leftward welding method and the rightward welding.
The angle formed by the axis of the welding torch and the surface of the weldment is the working angle;
In the plane where the welding torch axis and the welding direction are located, the angle formed by the welding torch axis and the straight line perpendicular to the welding direction is the walking angle.
Pic 2(a) is a schematic diagram of the working angle and walking angle of the fillet weld;
Pic 2(b) is a schematic diagram of the working angle and the walking angle of the butt weld;

Under normal circumstances, the working angle of the fillet weld is 45°, and the working angle of the butt weld is 90°; among them, the walking angle is divided into forwarding inclination angle and back inclination angle according to different welding directions. It is called the forward inclination angle when welding.
2. Influence on weld formation
When the welding direction and angle are different, the action of the arc and the weldment is different. In right-hand welding, most of the arc directly acts on the weldment, while in the left-hand welding, most of the arc acts on the liquid molten pool, so in the same welding process Under the conditions of current, arc voltage, and welding speed, the obtained weld width and penetration are different. Pic 3 is a schematic diagram of the welding direction and angle and the influence of the welding seam forming.
(a) Schematic diagram of the influence of the welding direction and travel angle of the butt weld on the weld formation:

(b) Schematic diagram of the influence of the welding direction and travel angle of the fillet weld on the weld formation:

In addition to the influence on the weld formation, the welding direction and walking angle also have a certain influence on the weld pool observation effect, the size of the spatter, and the gas protection effect.
When welding in the left direction, the operator’s line of sight from the side of the welding arc is 45°~70° to observe the welding arc and the welding pool. At this angle is easy to observe the melting of the extended end of the welding wire and the change of the molten pool;
When welding in the right direction, the welding torch blocks the operator’s sight, making it difficult to operate. At the same time, when the walking angle is large, the air is easy to be involved in the welding seam and form pores. In order to prevent the generation of pores, the walking angle is usually 10° to 15°. In addition, the welding direction also has the characteristics of a larger spatter in the left direction and a smaller spatter in the right direction.

3. Application of welding direction and angle
Since the welding direction and angle have an important influence on the weld formation, spatter size, gas protection effect, etc., in actual welding production, according to different technical requirements and actual conditions, left-hand welding and right-hand welding have different applications. In some cases, the practical application of typical welding directions is shown in the attached table.
4. Conclusion
The left welding method has the characteristics of shallow penetration and wide bead, and is suitable for thin plate welding; the right welding method has the characteristics of large penetration and narrow bead and is suitable for medium and thick plate welding.
When the walking angle is small, it has the characteristics of large penetration depth and good molten pool protection effect; when the walking angle is large, it has the characteristics of small penetration depth and poor molten pool protection effect. When the walking angle is 10° to 15°, the molten pool protection effect is good.
Like this page? Share it with your friends!
