

Today I will share 25 metal forming processes: 1. die casting, 2. sand mold casting, 3. investment casting, 4. die forging, 5. forging, 6. rolling, 7. pressure casting, 8. low-pressure casting, 9. centrifugal casting, 10. lost foam casting, 11. Squeeze casting, 12. continuous casting, 13. drawing, 14. stamping, 15. metal injection molding, 16. turning, 17. milling, 18. planing, 19. grinding, 20. selective laser melting, 21. selective laser sintering, 22. metal deposition, 23. roll forming, 24. die cutting, 25. roll die cutting process – knife die.
1. Die casting
Die casting is a metal casting process that involves injecting molten metal into a mold cavity under high pressure, allowing the metal to cool and solidify in the mold to form parts or components of various shapes and sizes. The advantages of die casting include the ability to produce large quantities of complex-shaped parts with high precision and good surface quality. Commonly used die-casting materials include zinc, aluminum, magnesium, copper, lead, tin, etc.
The die-casting steps are as follows:
1. Prepare the mold: The mold determines the shape and size of the product.
2. Metal melting: heating metal to a liquid state.
3. Injection: Injecting metal into the mold under high pressure.
4. Cooling: The metal cools and solidifies in the mold.
5. Open the mold and take it out: After cooling, open the mold and take out the casting.
6. Post-processing: such as deburring, grinding, cleaning, painting, etc.
2. Sand mold casting
Sand mold casting is a common casting method, mainly used for casting large, medium, and small iron, steel, copper, aluminum, and other metal parts. The main steps of this casting method include:
1. Make the mold: First, make the corresponding sand mold according to the shape and size of the part to be cast.
2. Pour molten metal: Pour molten metal into the sand mold and wait for it to cool and solidify.
3. Take out the casting: When the metal has completely cooled and solidified, open the sand mold and take out the cast parts.
The advantages of sand mold casting are low cost and strong adaptability. It is suitable for both single-piece production and mass production. However, due to the lower accuracy of the sand mold, the surface roughness of the casting is higher, and subsequent machining may be required.
3. Investment casting
Investment casting, also known as investment casting or lost wax casting, is a casting method that produces finely detailed castings that require little to no subsequent machining. The main steps of this approach include:
1. Make a wax pattern: First, make a corresponding wax pattern according to the shape and size of the part that needs to be cast.
2. Dip Mortar: The wax pattern is then dipped into a special mortar to form a sand shell.
3. Burn wax: Put the sand shell into hot water or heat it with steam to melt the wax mold and flow out, leaving an empty sand shell.
4. Pour molten metal: Pour molten metal into the sand shell and wait for it to cool and solidify.
5. Take out the casting: When the metal has completely cooled and solidified, open the sand shell and take out the cast parts.
The advantage of investment casting is that it can produce castings with complex shapes and high precision, with smooth surfaces and almost no need for subsequent processing. However, due to its complex production process and relatively high cost, it is usually used to produce key parts of precision equipment.



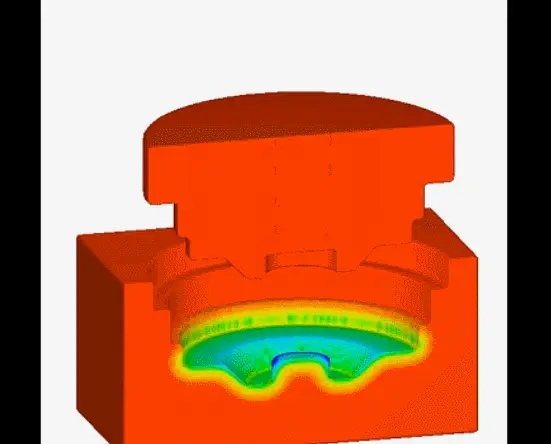
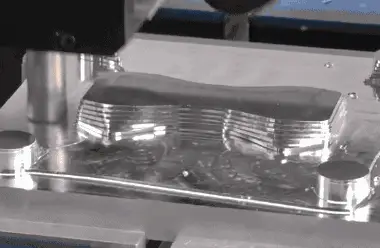
4. Die forging
Die forging is a metal thermal processing process, mainly used to manufacture parts with complex shapes and high precision. The die-forging process mainly includes the following steps:
1. Heating: First, the metal material to be forged is heated to a certain temperature.
2. Fill the mold: Then, place the heated metal material into the pre-made mold.
3. Pressure forging: Apply pressure to the metal material in the mold through hydraulic or mechanical equipment so that it fills the mold and forms the desired shape.
4. Cooling and removal: Finally, let the metal material cool and solidify, then remove it from the mold.
The advantage of die forging is that it can produce parts with complex shapes and high precision, with high material utilization and high production efficiency. However, the manufacturing cost of molds is relatively high and they are usually suitable for high-volume production.

5. Forging
Forging is a metal working process whose main purpose is to change the shape, size, and properties of metal through the application of force. The forging process usually includes the following steps:
1. Heating: First, heat the metal blank to a certain temperature to make it have good plasticity.
2. Forming: The metal blank is then plastically deformed by hammering or pressure so that its shape and size meet the design requirements.
3. Cooling: Finally, the forged metal is cooled to ensure that its hardness, strength, and other mechanical properties meet the requirements.
Forging increases the density and structure of a metal, thereby improving its mechanical properties. Forged products are widely used in various fields such as aviation, automobiles, agricultural machinery, petroleum machinery, and mining machinery.

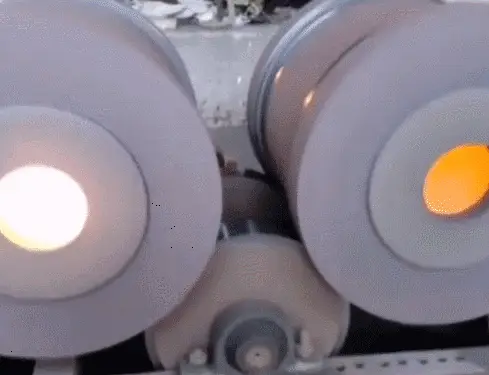
6. Rolling
Rolling is a metal plastic processing method that reduces the cross-section and increases the length of the metal blank through continuous deformation. During the rolling process, the metal blank is deformed by pressure between two or more rotating rollers. Rolling can be divided into cold rolling and hot rolling. The main difference lies in the processing temperature.
1. Cold rolling: Rolling at room temperature can increase the strength and hardness of the metal, but the plasticity and toughness will be reduced.
2. Hot rolling: Rolling above the metal recrystallization temperature can greatly change the shape of the metal while maintaining good plasticity and toughness.
Rolling is widely used in steel, non-ferrous metals, metal products, and other industries, and can produce various profiles, plates, pipes, and other products.

7. Pressure casting
Pressure casting is a metal casting method mainly used to produce complex-shaped parts of non-ferrous metals (such as aluminum, magnesium, zinc, copper, etc.). This method is characterized by using high pressure to quickly inject molten metal into a closed mold cavity, then cooling and solidifying under high pressure, and finally removing the casting.
The main steps of pressure casting include:
1. Heat metal until it reaches a liquid state.
2. Inject liquid metal into the mold under high pressure.
3. The metal cools and solidifies in the mold.
4. Open the mold and take out the casting.
The advantage of pressure casting is that it can produce complex-shaped parts with high precision, good surface finish, and uniform internal quality. It also has high production efficiency and is suitable for mass production. However, the mold cost is high and not suitable for small-batch production.
8. Low-pressure casting
Low-pressure casting is a casting method mainly used to produce complex-shaped parts of non-ferrous metals such as aluminum alloys and magnesium alloys. This method is characterized by the use of air pressure to inject molten metal into the mold through a riser for casting.
The main steps of low-pressure casting include:
1. Heat metal until it reaches a liquid state.
2. By adjusting the air pressure, the liquid metal rises along the riser and is injected into the mold.
3. The metal cools and solidifies in the mold.
4. Open the mold and take out the casting.
The advantage of low-pressure casting is that it can produce parts with complex shapes with high precision, good surface finish, and uniform internal quality. Moreover, due to the low injection pressure, defects such as pores and slag inclusions are less likely to occur inside the casting. At the same time, because the mold is evenly stressed, the mold has a longer life. However, the equipment investment is large and the production efficiency is relatively low.
9. Centrifugal casting
Centrifugal casting is a casting method that uses centrifugal force to fill molten metal into the mold cavity and solidify it. This method is mainly used to produce symmetrical shaft parts, such as pipes, shaft parts, ring parts, etc.
The main steps of centrifugal casting include:
1. Heat metal until it reaches a liquid state.
2. Pour the liquid metal into the rotating mold.
3. Use centrifugal force to evenly distribute the molten metal in the mold and cool it to solidify.
4. Stop rotation, open the mold, and take out the casting.
The advantage of centrifugal casting is that it can produce castings with smooth internal and external surfaces, uniform quality, no pores, and no slag inclusions, and it can also produce parts with complex shapes with uniform or varying wall thicknesses. However, the equipment investment is large, the production efficiency is relatively low, and the requirements for workers’ operating skills are high.

10. Lost foam casting
Lost foam casting, also known as investment casting or investment casting, is a process of making a replica of the fusible model, covering it with multiple layers of refractory material, then melting the model and taking it out, and finally pouring the metal into the obtained cavity to make it The casting method is used to obtain the casting after cooling.
The main steps of lost foam casting include:
1. Make a fusible model: This is usually made from wax or plastic.
2. Make a plaster model: Dip the fusible model into a plaster slurry and wait for the plaster to harden.
3. Melt and remove the model: The plaster model is heated so that the fusible model inside melts and flows out.
4. Pour the metal: Pour the molten metal into the plaster mold.
5. Cool and remove the cast: Wait for the metal to cool and solidify, then break the plaster mold and remove the cast.
The advantage of lost foam casting is that it can produce castings with complex shapes, high dimensional accuracy, and good surface finish, and is suitable for the production of large quantities of precision castings. However, due to the need to make fusible models and plaster models, the production cycle is longer and the cost is higher.

11. Squeeze casting
Squeeze casting is a casting process that injects molten metal material into a closed mold cavity under high pressure, then cools and solidifies the metal material under pressure, and finally opens the mold to remove the casting.
The main steps of squeeze casting include:
1. Preheat the mold: The mold needs to be preheated to a certain temperature to prevent the molten metal from cooling prematurely when it contacts the mold.
2. Inject metal: Inject molten metal material into the mold cavity.
3. Apply pressure: Maintain or increase pressure while the metal cools and solidifies.
4. Open the mold and remove the casting: When the metal has completely cooled and solidified, open the mold and remove the casting.
The advantage of squeeze casting is that it can produce castings with high dimensional accuracy and good surface finish, has high production efficiency, and is suitable for mass production. However, the equipment investment is large and there are high requirements on the fluidity of metal materials and the strength of mold materials.
12. Continuous casting
Continuous casting is a casting method commonly used in modern steel production. It pours molten steel from a ladle into a crystallizer. Under the cooling effect of cooling water, the molten steel partially solidifies into a shell in the crystallizer and is pulled out by a pulling device. Under the traction, it is continuously pulled out of the crystallizer continued to cool through the secondary cooling zone, and finally cut into billets of a certain length by a cutting device.
The main steps of continuous casting include:
1. Pour molten steel: Pour molten steel from the ladle into the crystallizer.
2. Formation of shell: Under the cooling effect of cooling water, the molten steel partially solidifies in the crystallizer to form a shell.
3. Pulling out and cooling: Under the pulling of the pulling device, it is continuously pulled out of the crystallizer and continues to cool through the secondary cooling zone.
4. Cutting: Cut it into a blank of a certain length through a cutting device.
The advantages of continuous casting are high production efficiency, which can greatly save energy, improve metal recovery rate, and produce blanks with good quality and uniform internal structure. However, the equipment investment is large and the operating technology requirements are high.

13. Pull
Drawing is a metal plastic processing process, mainly used to produce rods, pipes, and profiles. It applies tensile force to the metal material to make the material pass through the mold and change its cross-sectional shape and size to achieve the required mechanical properties and shape.
The main steps of the drawing process include:
1. Material preparation: Select appropriate metal materials, usually rods or pipes, and then perform pretreatment, such as annealing, pickling, etc.
2. Mold preparation: Select the appropriate mold. The shape and size of the mold determine the shape and size of the drawn product.
3. Drawing: Pass the metal material through the mold and apply pulling force to change its shape and size.
4. Post-processing: The drawn products may require post-processing, such as cutting, heat treatment, surface treatment, etc.
The advantage of drawing is that it can produce products with high dimensional accuracy and good surface finish, and has high production efficiency, and is suitable for mass production. However, it requires high plasticity and toughness of the material and is not suitable for materials with excessive hardness or poor plasticity.

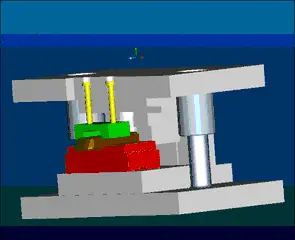
14. Stamping
Stamping is a metal processing process that uses pressure to plastically deform or separate metal materials in a mold to obtain parts or semi-finished products of predetermined shapes and sizes.
The main steps of the stamping process include:
1. Material preparation: Select appropriate metal materials, usually plates or strips, and then perform pretreatment, such as annealing, pickling, etc.
2. Mold preparation: Select the appropriate mold. The shape and size of the mold determine the shape and size of the stamped product.
3. Stamping: Put the metal material into the mold and apply pressure to change its shape and size.
4. Post-processing: Stamped products may require post-processing, such as cutting, heat treatment, surface treatment, etc.
The advantage of stamping is that it can produce products with high dimensional accuracy and good surface finish, has high production efficiency, and is suitable for mass production. However, it requires high plasticity and toughness of the material and is not suitable for materials with excessive hardness or poor plasticity.
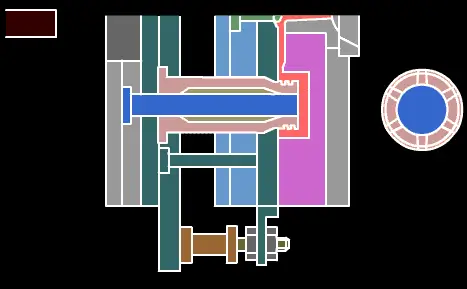
15. Metal injection molding
Metal Injection Molding (MIM) is a new type of metal parts molding technology. It combines plastic injection molding technology and powder metallurgy technology to produce metal parts with complex shapes and excellent performance.
The main steps of MIM include:
1. Mixing: Mix metal powder and thermoplastic adhesive together to form a homogeneous mixture.
2. Injection: Inject the mixture into the mold to form a green body of a predetermined shape.
3. Degreasing: Remove the adhesive in the green body, leaving the metal skeleton.
4. Sintering: The metal skeleton is sintered at high temperatures to form a strong metallurgical bond between the metal powder particles to form the final metal part.
The advantage of MIM is that it can produce metal parts with complex shapes, high dimensional accuracy, and excellent performance. It also has high production efficiency and is suitable for mass production. However, the equipment investment is large, the production process is complex, and the requirements for material and process control are high.
16. Turning
Turning is a method of producing the desired shape and size by rotating a workpiece and removing material from the workpiece with a cutting tool. This is a very common metalworking method that can be used to produce parts of a variety of shapes and sizes.
The main steps of turning include:
1. Workpiece installation: First, install the workpiece on the spindle of the lathe so that it can rotate.
2. Cutting tool selection and setting: Select the appropriate cutting tool and set it in the appropriate position.
3. Turning: Start the lathe, rotate the workpiece, and then push the cutting tool into the workpiece to remove material from the workpiece.
4. Inspection and post-processing: After turning is completed, check the size and surface quality of the workpiece, and if necessary, perform post-processing, such as grinding, polishing, etc.
The advantage of turning is that it can produce parts with high dimensional accuracy and good surface quality, and it can handle a variety of materials, including carbide and non-metallic materials. However, there are certain restrictions on the shape of the workpiece, and it is not suitable for processing shapes that are too complex.


17. Milling
Milling is a machining method that uses rotating tools to cut workpieces. During the milling process, the workpiece is stationary, while the tool rotates and moves. Through the cutting motion of the tool and the feeding motion of the workpiece, the remaining material of the workpiece is removed and formed into the required shape and size.
The main steps of milling include:
1. Workpiece installation: First, install the workpiece on the workbench or fixture.
2. Tool selection and setup: Select a suitable milling cutter and install it on the spindle of the milling machine.
3. Milling: Start the milling machine, rotate the milling cutter, and then feed the workpiece appropriately so that the milling cutter cuts into the workpiece and removes the remaining material from the workpiece.
4. Inspection and post-processing: After the milling is completed, check the size and surface quality of the workpiece, and if necessary, perform post-processing, such as grinding, polishing, etc.
The advantage of milling is that it can handle workpieces of various shapes, including complex curved surfaces and grooves, and it can handle hard materials. However, the dimensional accuracy and surface quality of milling are generally not as good as turning.

18. Planing
Planning is a mechanical processing method that is mainly used to process various planes, such as horizontal planes, vertical planes, and inclined planes. It can also be used to process T-shaped grooves, V-shaped grooves, etc. Planing processing is characterized by linear cutting motion of the tool and intermittent feeding of the workpiece when the tool is idle.
The main steps of planning include:
1. Workpiece installation: First, install the workpiece on the workbench or fixture.
2. Tool selection and setting: Select the appropriate planer tool and install it on the tool holder of the planer.
3. Planing: Start the planer to make the tool perform linear cutting motion, and then when the tool is idle, feed the workpiece appropriately so that the tool cuts into the workpiece and removes the remaining material of the workpiece.
4. Inspection and post-processing: After planning is completed, check the size and surface quality of the workpiece, and if necessary, perform post-processing, such as grinding, polishing, etc.
The advantage of planning is that it can handle large workpieces, and the equipment has a simple structure and is easy to operate. However, the production efficiency of planing is lower, and the dimensional accuracy and surface quality are not as good as grinding and milling.

19. Grinding
Grinding is a precision machining method using abrasive tools. It is mainly used for processing hard materials or hardened workpieces, such as hardened steel, carbide, ceramics, etc. Grinding can not only process various planes, cylinders, cones, and various threads but also process complex curved surface parts.
The main steps of grinding include:
1. Workpiece installation: First, install the workpiece on the workbench or fixture.
2. Grinding tool selection and setting: Select the appropriate grinding tool and install it on the grinder.
3. Grinding: Start the grinder to make the grinding tool perform the rotational cutting motion, and then feed the workpiece appropriately so that the grinding tool cuts into the workpiece and removes the remaining material from the workpiece.
4. Inspection and post-processing: After grinding is completed, check the size and surface quality of the workpiece, and perform post-processing such as polishing if necessary.
The advantage of grinding is that it can achieve high dimensional accuracy and good surface quality. However, the production efficiency of grinding is low, and the cost of equipment and grinding tools is also high.

20. Selective laser melting
Selective Laser Melting (SLM) is an additive manufacturing technology, also known as a type of 3D printing technology. It uses high-power-density lasers to scan the powder bed layer by layer, melting and solidifying the metal powder based on digital 3D model data, and finally forming parts with full density and good mechanical properties.
The main steps of SLM technology include:
1. Data processing: First, generate corresponding slice data based on the designed 3D model.
2. Powder laying: spread a layer of metal powder evenly on the working platform.
3. Laser melting: Use a laser to scan the slice data to melt and solidify the powder.
4. Platform lowering and powder laying: After one layer of melting is completed, the working platform lowers by the thickness of one layer, and then lays another layer of powder to melt the next layer.
5. Part cleaning and post-processing: After completing the melting of all layers, clean away the unmelted powder, take out the parts, and perform post-processing, such as heat treatment, mechanical processing, etc., if necessary.
The advantage of SLM technology is that it can directly manufacture metal parts with complex structures, such as lightweight structures, internal channels, etc., and the performance of the parts is close to that of forgings. However, SLM technology has low production efficiency, high equipment and material costs, and high operational technical requirements.
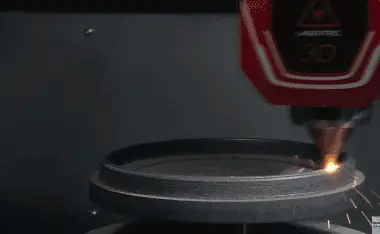
21. Selective laser sintering
Selective Laser Sintering (SLS) is an additive manufacturing technology and a type of 3D printing technology. It uses the laser as the energy source to sinter powder materials (such as plastics, metals, ceramics, etc.) layer by layer, and finally forms physical parts based on digital 3D model data.
The main steps of SLS technology include:
1. Data processing: First, generate corresponding slice data based on the designed 3D model.
2. Powder laying: spread a layer of powder material evenly on the working platform.
3. Laser sintering: Use a laser to scan according to the slice data, sinter, and solidify the powder.
4. Platform lowering and powder laying: After one layer of sintering is completed, the working platform is lowered by the thickness of one layer, and then another layer of powder is laid for sintering of the next layer.
5. Part cleaning and post-processing: After completing the sintering of all layers, clean away the unsintered powder, take out the parts, and perform post-processing, such as grinding, painting, etc., if necessary.
The advantage of SLS technology is that it can directly manufacture parts with complex structures without the need for support structures, and it can use various types of materials. However, the accuracy and surface quality of SLS technology is relatively low, and it has high operating technology and environmental requirements.

22. Metal deposition
The main metal deposition processing technologies are:
1. Electroplating: depositing metal or alloy on the surface of the workpiece through an electrolysis reaction. The workpiece serves as the cathode, and the metal to be plated serves as the anode. Direct current is used to cause metal ions to form a coating on the surface of the workpiece.
2. Electroless plating: depositing metal or alloy on the surface of the workpiece through a chemical reaction. The workpiece is in a solution containing metal ions, and the metal ions are reduced to metal atoms on the surface of the workpiece to form a coating.
3. Physical vapor deposition (PVD) and chemical vapor deposition (CVD): Through physical or chemical methods, metal or metal compounds are converted from solid state to gaseous state, and then condensed on the surface of the workpiece to form a film.
4. Laser deposition: Use laser to convert metal from solid or liquid to gaseous state, and then form a thin film on the surface of the workpiece.
Which process to choose depends on factors such as the material, shape, size, functional requirements, and production cost of the workpiece.
23. Roll forming
Roll forming is a metal plastic processing method. Through continuous rolling, metal plates, strips, etc. are allowed to pass through the mold gap to produce plastic deformation, thereby obtaining workpieces with the required cross-sectional shape and size.
The main features of roll forming are:
1. High production efficiency and suitable for mass production.
2. Long materials with complex cross-sections can be produced.
3. Can improve the mechanical properties of metal.
4. Able to reduce material waste.
Roll forming is widely used in parts manufacturing in automobiles, ships, aviation, construction, electric power, and other industries.

24. Die cutting
Die cutting is a material processing technology mainly used for shape cutting of various soft and hard materials. This method requires the use of specially made molds that are the same shape and size as the final product. During the die-cutting process, the material is placed under a mold, and pressure is used to cause the mold to cut into the material, resulting in the desired shape.
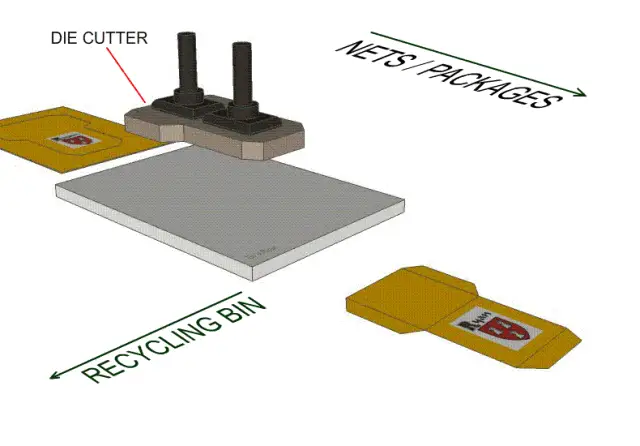
25. Roller die cutting process-knife die
The die is a key part of the roll die-cutting process. Its shape and size determine the shape and size of the die-cut product. Knife dies are usually made of carbide or steel and can be customized in various shapes and sizes according to the needs of the product. The design and manufacturing of the die need to be very precise to ensure the quality and accuracy of the die-cut products.
