
1. Усталостное повреждение сварные конструкции
Большое количество статистических данных показывает, что более 80% отказов инженерных конструкций вызваны усталостью. Согласно исследовательскому отчету, представленному в Конгресс США Национальным бюро стандартов Министерства торговли США, Соединенные Штаты ежегодно выплачивают $119 миллиардов на переломы и предотвращение переломов, что эквивалентно 4% от общего объема национального экономического производства. Статистика показывает, что подавляющее большинство переломов вызвано усталостью. Причиной являются.
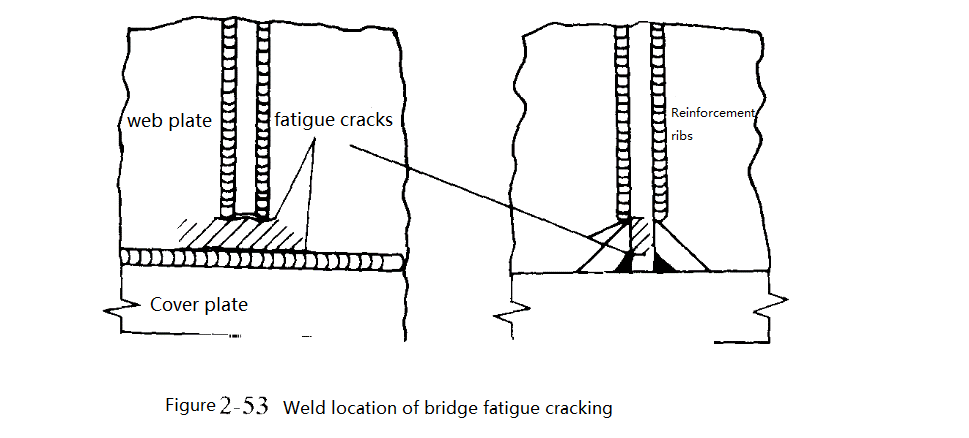
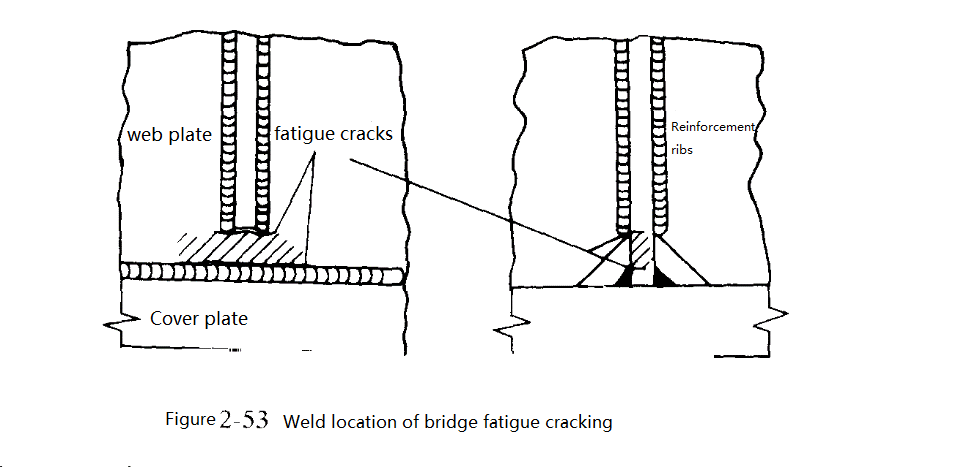
Носок шва находится вблизи конца сварного шва, как показано на рис. 2-53. В части с трещинами, показанной на рисунке, наблюдается высокая концентрация напряжений. Под действием нагрузки плоское смещение полотна концентрируется на относительно узкой и незакрепленной высоте полотна, то есть на высоте полотна от фланца до низа ребра жесткости (заштрихованная область), что приводит к растрескиванию полотна.
Усталость определяется как зарождение и медленное распространение трещин, вызванных повторяющимся напряжением, что приводит к повреждению структурных компонентов. Процесс усталостного разрушения обычно проходит три стадии: зарождение трещины, стабильное расширение и нестабильное расширение.
1) Характеристики усталостного разрушения
При макроскопическом анализе усталостных разрушений трещины обычно делятся на три зоны, соответствующие стадиям образования усталостной трещины, ее расширения и мгновенного разрушения. Они называются зоной источника усталости, зоной усталостного расширения и мгновенного расширения соответственно. Эти зоны показаны на рис. 2-54.
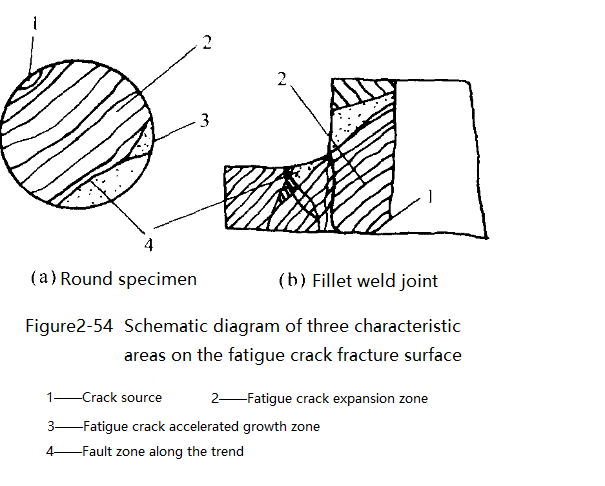
Зона источника усталости - это реальная запись, оставленная на поверхности разрушения в результате процесса образования усталостных трещин. Поскольку область источника усталости обычно очень мала, трудно определить характеристики поперечного сечения области источника усталости на макроскопическом уровне. Источники усталости, как правило, всегда возникают на поверхности, но внутри детали также могут возникать дефекты, такие как хрупкие включения и т. д. Иногда источник усталости бывает не один, а два или даже более двух. При малоцикловой усталости амплитуда деформации велика, и часто имеется несколько источников усталости, расположенных в разных местах на поверхности разрушения.
Зона роста усталостной трещины является наиболее важной характерной областью на поверхности усталостного разрушения. Ее макроскопические морфологические характеристики часто выглядят в виде раковинообразных или пляжно-гофрированных полос, а линии продвижения полос обычно идут от источника трещины к окрестностям, имеют форму дуги и перпендикулярны направлению расширения усталостных трещин. Микроскопические характеристики - усталостные трещины, также известные как усталостные полосы, и их десятки тысяч в каждом узоре оболочки. Обычно это регулярный узор из параллельных полос, чередующихся между светлыми и темными. Как правило, каждая полоса представляет собой цикл нагрузки. Расстояние между усталостными полосами составляет 0,1-0,4 мм. Как правило, усталостные полосы гранецентрированных кубических металлов (таких как алюминий, алюминиевые сплавы и нержавеющая сталь) относительно четкие и очевидные. Усталостные полосы телесноцентрированных кубических металлов и металлов с близко расположенной гексагональной структурой гораздо менее очевидны, чем у первых. Например, усталостные полосы стали короткие и прерывистые, а их очертания не очевидны.
Кроме того, с точки зрения макросъемки, некоторые детали, особенно тонкие пластины, не имеют очевидных раковинообразных узоров на поверхностях разрушения, но на них явно видны усталостные ступеньки. В независимой зоне усталости два источника усталости расширяются вперед и встречаются, образуя усталостную ступеньку. Поэтому усталостная ступенька также является характерной чертой зоны роста усталостной трещины.
Зона мгновенного разрушения (или зона окончательного разрушения) - это быстрое разрушение, которое происходит после того, как усталостная трещина расширяется до критического размера. Ее характеристики такие же, как у быстро разрушающейся радиальной зоны и сдвиговой кромки при разрушении при растяжении под статической нагрузкой, но иногда появляется только сдвиговая кромка без радиальной зоны. Для очень хрупких материалов эта зона представляет собой кристаллический хрупкий излом.
2) Факторы, влияющие на усталостную прочность сварных конструкций
Факторы, влияющие на усталостную прочность основного металла (такие как концентрация напряжений, размер поперечного сечения, состояние поверхности, условия нагружения и т. д.), оказывают влияние и на сварную конструкцию. Кроме того, некоторые характеристики самой сварной конструкции, такие как изменение характеристик соединения вблизи зоны шва, остаточное напряжение при сварке и т. д., также могут оказывать влияние на усталость при сварке.
(1) Влияние концентрации напряжений: В сварных конструкциях на стыках возникают различные концентрации напряжений, которые в разной степени негативно влияют на усталостную прочность соединений.
(2) Влияние изменения свойств металла в околошовной зоне. Экспериментальные исследования показывают, что сварка низкоуглеродистой стали при обычной погонной энергии. Усталостная прочность зоны термического влияния и основного металла достаточно близки, а изменения механических свойств металла в околошовной зоне оказывают незначительное влияние на усталостную прочность соединения.
(3) Влияние остаточных напряжений: Влияние остаточного напряжения на усталостную прочность конструкции зависит от состояния распределения остаточного напряжения. В зонах с высоким рабочим напряжением, таких как места концентрации напряжений и внешний край изгибаемых компонентов, остаточное напряжение является растягивающим, что снижает усталостную прочность; и наоборот, если там существует сжимающее остаточное напряжение, усталостная прочность повышается. Кроме того, влияние остаточного напряжения на усталостную прочность также связано с такими факторами, как степень концентрации напряжений и количество циклов напряжений. В частности, чем выше коэффициент концентрации напряжений, тем значительнее влияние остаточного напряжения.
(4) Влияние дефектов: Влияние дефектов сварки на усталостную прочность зависит от типа, размера, направления и расположения дефектов. Чешуйчатые дефекты (такие как трещины, отсутствие проплавления, отсутствие проплавления) оказывают большее влияние, чем дефекты с закругленными углами (например, поры); поверхностные дефекты оказывают большее влияние, чем внутренние; дефекты, расположенные в зонах концентрации напряжений, оказывают большее влияние, чем дефекты в однородном поле напряжений. Дефекты оказывают большее влияние; чешуйчатые дефекты, расположенные перпендикулярно направлению действия силы, оказывают большее влияние, чем в других направлениях; дефекты, расположенные в области остаточных растягивающих напряжений, оказывают большее влияние, чем в области остаточных сжимающих напряжений.
3) Меры по повышению усталостной прочности
(1) Снижение концентрации напряжений в компонентах
Концентрация напряжений в конструкции является наиболее важным фактором снижения усталостной прочности сварных конструкций. Обычно принимаются следующие меры.
① Используйте разумные конструктивные формы компонентов для снижения концентрации напряжений и повышения усталостной прочности.
② Разумно выбирайте форму шва. Старайтесь использовать стыковые соединения с небольшим коэффициентом концентрации напряжений и плавным переходом формы шва. При вибрационных нагрузках выгоднее использовать непрерывные, а не прерывистые сварные швы, а филейные швы следует применять как можно реже.
③ При использовании галтельных сварных швов необходимо принимать комплексные меры, такие как обработка концов швов, рациональный выбор формы галтельных пластин и обеспечение проплавления корня галтельного шва.
④ Используйте обработку поверхности для устранения различных канавок в сварном шве и вокруг него, чтобы уменьшить концентрацию напряжений в шве.
(2) Технологические меры по повышению усталостной прочности сварных конструкций
① Для того чтобы сварной шов был хорошо сформирован и не имел внутренних и внешних дефектов, необходимо правильно выбрать технологический процесс.
② Формирование сварочной дуги TIG может значительно повысить усталостную прочность сварных соединений.
③ Регулировка остаточного напряжения. Существует два типа методов: общая обработка структуры и компонентов, включая общий отжиг или предварительное растяжение при перегрузке; локальная обработка соединения, то есть нагрев, прокатка, локальный взрыв и другие методы используются в определенной части соединения для концентрации напряжения на соединении. Возникает остаточное напряжение.
④ Улучшение механических свойств материала. Упрочняющая обработка поверхности, выдавливание небольшим кругом, простукивание поверхности шва и переходной зоны молотком или напыление зоны шва мелкой стальной дробью могут повысить усталостную прочность соединения.
(3) Используйте специальные меры защиты
Использование специальных пластиковых покрытий для улучшения усталостных характеристик сварных соединений является новой технологией, и эффект от ее применения весьма значителен.
2. Хрупкое разрушение сварные конструкции
С тех пор как сварные конструкции получили широкое распространение, во многих странах произошли аварии с хрупкими разрушениями сварных конструкций, последствия которых были серьезными и даже катастрофическими. Результаты совместного расследования, проведенного Британским агентством по атомной энергии и Техническим комитетом ООН, показывают, что большинство катастрофических аварий, произошедших в 12 700 сосудах под давлением, находящихся в производстве, были связаны с хрупкими разрушениями, а коэффициент аварийности составил 2.3×10~4; среди 100 300 сосудов под давлением, находящихся в эксплуатации, коэффициент катастрофических аварий составляет 0,7×10~4, а коэффициент повреждающих аварий - 12,5×10~4, итого 13,2×1О~4. Среди многих серьезных аварий наиболее характерным примером является обрушение моста Хессельт на канале Альберт в Бельгии 14 марта 1938 года.
1) Характеристики хрупкого разрушения
(1) Хрупкое разрушение обычно происходит, когда напряжение ниже расчетного. При этом отсутствует значительная пластическая деформация, и она распространяется на всю конструкцию, вызывая серьезные потери.
(2) Хрупкое разрушение часто начинается в местах концентрации напряжений, таких как дефекты в деталях и сварных швах.
(3) При низких температурах, толстых сечениях и высоких скоростях деформации под действием динамических нагрузок могут легко возникнуть хрупкие разрушения. Исследования многих аварий с хрупким разрушением показывают, что существует множество причин хрупкого разрушения при сварке, но основными из них являются неправильный выбор материалов, нерациональная конструкция, несовершенный процесс производства и технология контроля.
2) Факторы, влияющие на хрупкое разрушение металлов
(1) Влияние температуры на режим повреждения
Понижение температуры приводит к изменению режима разрушения с пластического на хрупкое. Это связано с тем, что при снижении температуры увеличивается риск возникновения трещины с расслоением, и материал переходит от вязкого к хрупкому разрушению, то есть температура хрупкого перехода материала увеличивается.
(2) Влияние напряженного состояния
объект подвергается воздействию внешней нагрузки, на разных участках возникают различные бытовые напряжения б и напряжения сдвига т, среди которых есть максимальное бытовое напряжение бmax и максимальное напряжение сдвига тmax. Бмакс и тмакс, а также их отношение бмакс/тмакс зависят от метода нагружения. а=бмакс/тмакс называется коэффициентом напряженного состояния, который зависит от метода нагружения и формы детали. Увеличение коэффициента напряженного состояния б способствует вязкому разрушению вследствие пластической деформации сдвига, а уменьшение б - хрупкому разрушению вследствие нормального напряжения.
(3) Влияние скорости загрузки
Исследования показывают, что увеличение скорости нагружения может способствовать хрупкому разрушению материала, что эквивалентно снижению температуры. Следует также отметить, что при той же скорости нагружения, когда в структуре имеются дефекты, скорость деформации может иметь вдвое больший отрицательный эффект. Поскольку в это время напряжение концентрируется, локальная пластичность материала значительно снижается.
(4) Влияние состояния материала
① Влияние толщины пластины: Прежде всего, толстые листы склонны к образованию плоского деформированного состояния трехмерных напряжений при наличии дефектов. Кроме того, толстые листы прокатываются реже, имеют рыхлую структуру и неоднородные внутренние и внешние свойства.
② Влияние размера зерна. Размер зерна оказывает большое влияние на температуру хрупкого перехода. Чем мельче зерна, тем ниже температура перехода.
③ Влияние химического состава. Такие элементы, как C, N, O, H, S и P, содержащиеся в стали, повышают ее хрупкость.
