

Сварка под флюсом — это метод сварки, в котором в качестве источника тепла используется дуга. При сварке под флюсом дуга горит под слоем гранулированного плавящегося флюса, и дуга не обнажается, отсюда и название сварки под флюсом. Используемый металлический электрод представляет собой непрерывную подачу легкой сварочной проволоки.
Принцип работы
На рисунке 4-1 представлена принципиальная схема процесса формирования шва дуговой сварки под флюсом. Сварочная дуга горит между проволокой и заготовкой, а тепло дуги плавит основной металл и флюс вблизи конца проволоки и дуги.
Расплавленный металл образует расплавленную ванну, а расплавленный флюс становится шлаком. Ванна расплава защищена от паров шлака и флюса из воздуха. По мере продвижения дуги вперед сила дуги толкает жидкий металл в ванне расплава к задней части ванны расплава. В ходе последующего процесса охлаждения эта часть жидкого металла затвердевает в сварной шов.
Шлак затвердевает, образуя шлаковую оболочку, покрывающую поверхность сварного шва. Помимо механической защиты расплавленной ванны и металла шва, шлак также вступает в металлургическую реакцию с расплавленным металлом во время сварки, тем самым влияя на химический состав металла шва.
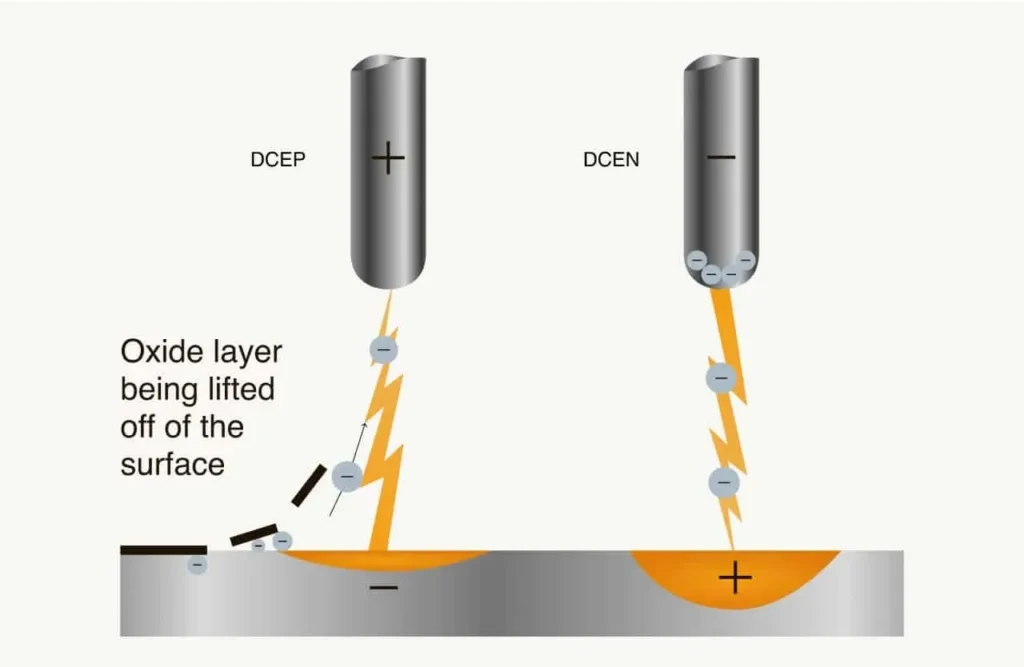
При сварке под флюсом свариваемая деталь и сварочная проволока соответственно подключаются к двум полюсам источника сварочного тока. Сварочная проволока подключается к источнику питания посредством скользящего контакта с контактным наконечником. Сварочный контур включает в себя источник сварочного тока, соединительный кабель, контактный наконечник, сварочную проволоку, дугу, ванну расплава, заготовку и т. д.
Конец сварочной проволоки постоянно плавится под действием тепла дуги, поэтому сварочную проволоку следует подавать непрерывно, чтобы сохранить процесс сварки стабильный. Скорость подачи проволоки должна быть сбалансирована со скоростью плавления проволоки.
Сварочная проволока обычно подается роликом подачи проволоки, приводимым в движение двигателем. В зависимости от применения количество проводов может быть одинарным, двойным или многопроводным. В некоторых случаях вместо сплошной проволоки используется порошковая проволока или вместо проволоки используется стальная полоса.
Преимущества и недостатки сварки под флюсом
Основные преимущества сварки под флюсом
Используемый сварочный ток велик, и соответствующая входная мощность велика. В сочетании с теплоизоляционным эффектом флюса и шлака термический КПД высок, а глубина проникновения велика. Канавка заготовки может быть меньше, что уменьшит количество присадочного металла. Однопроволочная сварка под флюсом позволяет проварить за один раз глубину 20 мм без скоса заготовки.
Скорость сварки высокая. На примере стыковой сварки стальных листов толщиной 8-10 мм скорость однопроволочной сварки под флюсом может достигать 50-2000 пикселей/мин, а ручной дуговой сварки не превышает 10-325 пикселей/мм.
Наличие флюса не только изолирует расплавленный металл от контакта с воздухом, но также приводит к более медленному затвердеванию расплавленного металла ванны. Жидкий металл и расплавленный флюс имеют больше времени для металлургической реакции, что снижает вероятность появления дефектов, таких как поры и трещины в сварном шве. Флюс также может добавлять в металл сварного шва некоторые легирующие элементы для улучшения механических свойств металла сварного шва.
При сварке в ветреную погоду сварка под флюсом обеспечивает лучшую защиту, чем другие методы дуговой сварки.
Во время автоматической сварки параметры сварки можно поддерживать стабильными за счет автоматической регулировки. По сравнению с ручной дугой качество сварки значительно меньше зависит от уровня квалификации сварщика.
Нет излучения дуги, а условия работы лучше.
Основные недостатки сварки под флюсом
Из-за использования гранулированного флюса этот метод сварки обычно подходит только для плоских мест сварки. Сварка в других положениях требует специальных мер для обеспечения покрытия флюсом зоны сварки.
Относительное положение дуги и канавки невозможно наблюдать непосредственно. Если устройство автоматического отслеживания сварочного шва не используется, отклонение сварки будет легким.
Напряженность электрического поля дуговой сварки под флюсом относительно велика, а дуга нестабильна при силе тока менее 100 А, поэтому она не подходит для сварки тонких пластин толщиной менее 1 мм.
Область применения сварки под флюсом
Благодаря большой глубине провара, высокой производительности и высокой механизации процесса сварка под флюсом пригодна для сварки длинных швов средних и тяжелых пластинчатых конструкций.
Он имеет широкий спектр применения в судостроении, котлах и сосудах под давлением, мостах, подъемном оборудовании, железнодорожном транспорте, строительной технике, тяжелом машиностроении и металлургическом оборудовании, конструкциях атомных электростанций, морских конструкциях и других отраслях промышленности. На сегодняшний день это наиболее распространенный метод сварки в сварочном производстве. один.
Помимо соединения деталей в металлоконструкциях, сварка под флюсом может также накладывать на поверхность основного металла слой износостойкого или коррозионностойкого сплава.
С развитием технологии сварочно-металлургического производства и технологии производства сварочных материалов материалы, которые можно сваривать сваркой под флюсом, получили развитие от углеродистых конструкционных сталей до низколегированных конструкционных сталей, нержавеющая сталь, жаропрочная сталь и т. д., а также некоторые цветные металлы, например, сплавы на основе никеля, титановые сплавы, медные сплавы и т. д.
Технология работы и особенности безопасности сварки под флюсом
Технология работы сварки под флюсом
Параметры процесса сварки под флюсом
Технические характеристики сварки под флюсом в основном включают сварочный ток, напряжение дуги, скорость сварки, диаметр проволоки и т. д.
Основными параметрами процесса являются длина вылета провода, тип источника питания, полярность, форма паза монтажного зазора и т. д.
Принцип выбора режима сварки при сварке под флюсом заключается в том, чтобы дуга горела стабильно, форма и размеры шва соответствовали требованиям, поверхность была гладкой и аккуратной, не было внутренних дефектов, таких как поры, шлаковые включения. , трещины, неполное проплавление и блики сварного шва.
Обычно используемые методы выбора включают метод справочной таблицы, метод тестирования, эмпирический метод и метод расчета. Независимо от того, какой метод определения параметров используется, их необходимо корректировать в процессе сварки, а непрерывная сварка может быть достигнута только при достижении наилучшего эффекта.
Операционная технология
Технология стыковой прямошовной сварки
Существует два основных метода сварки стыковых прямых швов: односторонняя сварка и двусторонняя сварка. В зависимости от толщины стальной пластины ее можно разделить на однослойную сварку, многослойную сварку, различные методы футеровки и методы без футеровки.
Флюсовый метод автоматической сварки под флюсом. При сварке стыковых швов для предотвращения вытекания шлака и расплавленного металла в качестве подложки под сварку применяют флюсовую подкладку. Флюс флюсованной площадки такой же, как и флюс, используемый для пайки.
Флюс должен плотно прилегать к задней части сварного изделия и выдерживать определенную равномерную опорную силу. Необходимо выбрать сварку большего диаметра, чтобы проникнуть в заготовку и добиться двусторонней формовки.
Ручная сварка задней крышки, автоматическая сварка под флюсом. Для сварных швов, где нельзя использовать подложку, сначала можно использовать ручную сварку для покрытия задней стороны, а затем сварку под флюсом.
Подвесную сварку обычно применяют для стыковой сварки без трещин и зазоров. Он не требует каких-либо прокладок, а требования к монтажным зазорам очень строгие.
Для обеспечения провара необходимо проварить от 40% до 50% толщины заготовки при передней сварке и от 60% до 70% толщины заготовки при обратной сварке.
В реальной эксплуатации глубину проплавления измерить, как правило, сложно, и о ней часто судят по цвету обратной стороны ванны расплава во время сварки, поэтому необходимо иметь определенный опыт.
Многослойная сварка под флюсом. Для более толстых стальных пластин, которые невозможно сварить за один раз, можно использовать многослойную сварку. При сварке первого слоя параметры не должны быть слишком большими не только для обеспечения провара, но и для предотвращения таких дефектов, как трещины. Стыки каждого слоя сварных швов должны располагаться в шахматном порядке и не должны перекрываться.
Технология стыковой кольцевой сварки
Для сварки под флюсом круглых и упрощенных стыковых соединений следует использовать ролики с устройствами регулирования скорости. Если требуется двусторонняя пайка, при первом проходе флюсованная площадка должна располагаться на нижнем упрощенном сварном шве внешней стенки.
Закрепите сварочную тележку на консольной раме и выдвиньте ее в корпус цилиндра для сварки под плоской сваркой. Сварочная проволока должна быть смещена от центральной линии к направлению сварки вниз. При втором проходе фронтальной сварки сварку выполняют снаружи цилиндра и по верхнему плоскому шву.
Технология угловой сварки
Угловые швы при автоматической сварке под флюсом в основном выполняются в Т-образных и нахлесточных соединениях. Обычно существует два вида сварки лодкой и сварка под углом.
Полуавтоматическая сварка под флюсом
Полуавтоматическая сварка под флюсом – это преимущественно автоматическая сварка шлангов. Перемещение дуги осуществляется вручную, а подача проволоки автоматическая. Полуавтоматическая сварка может заменить автоматическую сварку для сварки некоторых изогнутых и более коротких швов, которые в основном используются для угловых, но также и для стыковых швов.
Технология безопасной эксплуатации сварки под флюсом
Колесо тележки автомата для сварки под флюсом должно быть хорошо изолировано, проволока должна быть хорошо изолирована, а в процессе работы проволока должна выпрямляться во избежание ее перекручивания и обгорания шлаком.
Коробка управления и корпус сварочного аппарата должны быть надежно заземлены (ноль) и не допускать протечек. Крышка клеммного блока должна быть закрыта.
В процессе сварки следует соблюдать осторожность, чтобы не допустить внезапного прекращения подачи флюса и возникновения сильного воздействия дуги и ожогов глаз. Поэтому при сварке следует надевать обычные защитные очки.
Сварочная рукоятка полуавтоматической сварки под флюсом должна иметь фиксированное место во избежание коротких замыканий.
Флюс для автоматической сварки под флюсом содержит оксид марганца и другие вещества, вредные для человеческого организма. Хотя он не выделяет видимых паров, как ручная дуговая сварка, он выделяет определенное количество вредных газов и паров. Поэтому лучше всего иметь на рабочем месте оборудование местной вытяжной вентиляции.
Нравится эта страница? Поделитесь этим с друзьями!
