

Зачем сваривать алюминий?
В современном промышленном мире алюминий и алюминиевые сплавы широко используются во многих областях благодаря своему легкому весу, высокой твердости, коррозионной стойкости, отличной электро- и теплопроводности. Они находят применение в автомобильной, железнодорожной, аэрокосмической, телекоммуникационной и других отраслях.
По мере расширения применения алюминия в различных областях неизбежно возникает необходимость в различных технологиях обработки для удовлетворения разнообразных потребностей. К таким методам относятся литье, ковка, сварка, механическая обработка, и многое другое. Среди этих методов обработки алюминия сварка является особенно сложной. Однако во многих областях применения сварка алюминия востребована, что делает ее необходимым процессом во многих отраслях промышленности.
Характеристики алюминия
Как гласит поговорка: "Знай себя и знай своего врага, и ты никогда не будешь побежден". Поэтому, прежде чем сваривать алюминий, необходимо разобраться в его свойствах. Понимание того, какие характеристики алюминия затрудняют сварку, поможет вам решить эти проблемы в процессе сварки и снизить вероятность возникновения дефектов.
Например, необходимо знать температуру плавления алюминия, температуру плавления оксида алюминия и его теплопроводность. Эти знания должны применяться в практической работе для достижения лучших результатов сварки.
Почему сварка алюминия является сложной задачей
Сварка алюминия представляет особую сложность из-за его уникальных физических и химических свойств. Здесь мы подробно рассмотрим специфические характеристики алюминия, которые делают сварку такой сложной.
Окисление
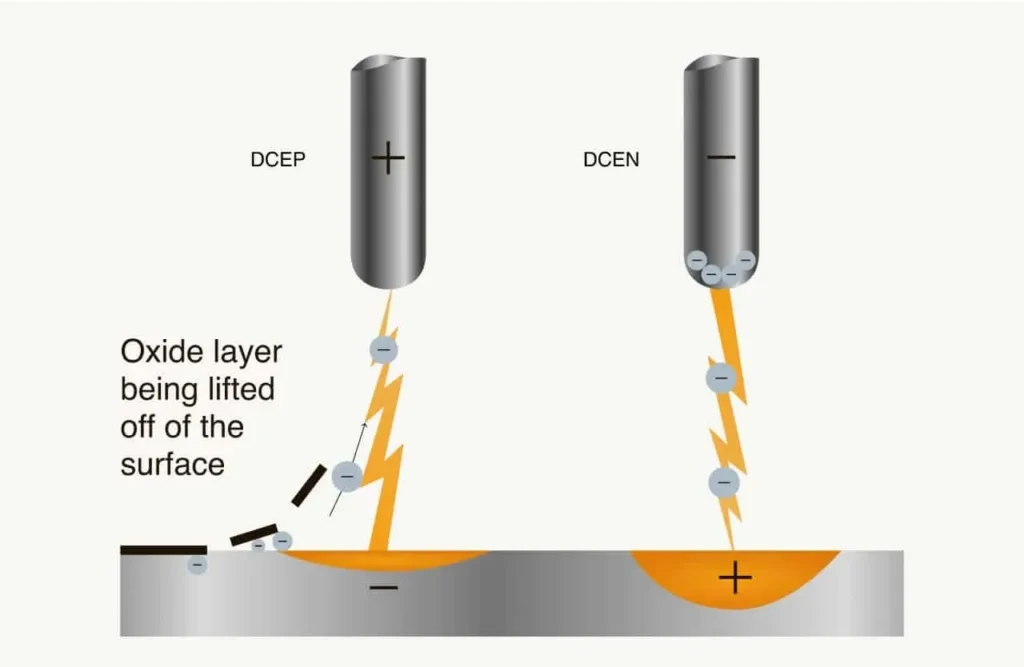
Когда алюминий подвергается воздействию воздуха, он быстро вступает в реакцию с кислородом, образуя плотный слой оксид алюминия на его поверхности. Этот оксидный слой имеет температуру плавления 2050°C, что значительно выше температуры плавления самого алюминия, составляющей 660°C.
Если не удалить этот оксидный слой перед сваркой, сварочный ток не сможет эффективно проникать в него, что приведет к ухудшению качества сварки и появлению включений в сварном шве. Сварку необходимо выполнять в течение двух часов после удаления оксидного слоя, чтобы предотвратить его повторное образование.
Пористость
Во время сварки алюминий плавится и легко поглощает газообразный водород. По мере остывания расплавленного алюминия поглощенный водород высвобождается, образуя в сварном шве крошечные поры и пузырьки. Эти пузырьки нарушают целостность сварного шва, делая его восприимчивым к разрушению под действием давления или напряжения. Чтобы уменьшить это, важно держать зону сварки сухой и чистой и использовать высокочистый защитный газ, чтобы уменьшить количество таких пор и улучшить качество сварки.
Примеси
Наличие масла, грязи, мусора или коррозии на поверхности алюминия, сварочном оборудовании или в зоне хранения может привести к попаданию примесей в сварной шов. Эти загрязнения негативно влияют на качество сварки, приводя к появлению непривлекательных и слабых сварных швов. Обеспечение чистоты в сварочной среде имеет решающее значение для предотвращения подобных проблем.
Изменения толщины
Сварка алюминиевых листов разной толщины - особенно сложная задача. Если сварочный ток слишком высок, он может прожечь тонкий лист, в то время как слишком низкий ток не обеспечит должного сварного шва. Для оптимальной регулировки тока требуется значительный опыт и навыки сварщика. Один из подходов заключается в том, чтобы отшлифовать более толстый лист в зоне сварки и использовать для сварки более низкий ток.
Горячее растрескивание
Горячее растрескивание может возникнуть, когда сварной шов остывает слишком быстро или слишком медленно, что приводит к образованию трещин. Часто это происходит из-за высоких температур сварки, которые размягчают алюминий, не позволяя ему соответствовать механическим требованиям, что приводит к образованию усадочных полостей и трещин в сварном шве. И наоборот, низкие температуры сварки могут снизить прочность и пластичность шва, что также приводит к появлению трещин. Контроль скорости охлаждения необходим для предотвращения этой проблемы.
Теплопроводность
Высокая теплопроводность алюминия означает, что тепло быстро отводится от зоны сварки к окружающему металлу. Это может препятствовать поддержанию необходимой температуры в зоне сварки, что приводит к плохому проплавлению шва. Чтобы противостоять этому, требуется более высокая подача тепла и точный контроль нагрева. Однако чрезмерный нагрев может привести к проплавлению алюминия.
Тепловое расширение
Высокий коэффициент теплового расширения алюминия вызывает значительное расширение при нагреве во время сварки, что приводит к деформации шва и концентрации напряжений. Для решения этой проблемы необходимо предварительно подогревать алюминиевые заготовки, тщательно планировать последовательность сварки и контролировать скорость сварки.
Понимая и решая эти специфические проблемы, сварщики могут усовершенствовать свои методы и добиться более высокого качества алюминиевых швов.
На что следует обратить внимание при сварке алюминия
Неожиданные проблемы
В процессе сварки вы можете столкнуться с множеством непредвиденных проблем, которые могут привести к сбоям в работе или даже к травмам. Однако некоторые проблемы можно предотвратить заранее, чтобы избежать их возникновения в процессе сварки.
Очистка
Избегайте использования алюминиевых материалов с пятнами или окислениями. Если вы свариваете неочищенный алюминий, то поверхностное масло, пятна и слой окисления будут напрямую влиять на качество сварных швов. Правильные методы очистки, такие как шлифовка и химическая очистка, необходимы для обеспечения чистоты алюминиевой поверхности.
Окружающая среда для сварки
Еще одним важным аспектом, который необходимо учитывать, является среда для сварки. Она должна быть сухой и безветренной. Сильный ветер может рассеять защитный газ, что приведет к поглощению водорода во время сварки и появлению мелких пузырьков. Влажная среда также может повлиять на качество сварных швов. Кроме того, для защиты окружающей среды необходима система удаления пыли.
Меры безопасности
Это очень важно для вашего здоровья. При подготовке к сварке всегда надевайте защитные средства, чтобы обезопасить свой организм. При сварке алюминия выделяются вредные пары и интенсивное ультрафиолетовое излучение, которые могут нанести непоправимый вред. Без сварочных шлемов, перчаток, защитной одежды и оборудования для удаления дыма не обойтись.
Тестирование и инспекция
После успешного завершения сварки необходимо провести некоторые необходимые испытания изделия, такие как внешний вид, целостность и внутренняя структура (ультразвуковой контроль). Это гарантирует ответственность за продукт и клиента, помогает улучшить качество продукции и повысить удовлетворенность клиентов, что значительно улучшит ваш будущий бизнес.
Обучение и технические обновления
Независимо от того, новичок вы или опытный специалист, важно постоянно учиться. С течением времени технологии и методы сварки продолжают совершенствоваться. Следование новейшим технологиям поможет вам повысить качество и эффективность сварки.
Виды сварки алюминия
Существует множество процессов сварки алюминия, каждый из которых обладает своими преимуществами. Понимание их преимуществ и недостатков поможет вам выбрать наиболее подходящий процесс сварки для ваших алюминиевых проектов.
Дуговая сварка вольфрамовым газом (GTAW) / TIG
Преимущества
- Сварка TIG позволяет получить чистые, высококачественные швы, что делает ее идеальной для алюминиевых изделий, для которых важны прочность и внешний вид.
- Он позволяет точно контролировать нагрев и сварочную ванну, что делает его пригодным для сварки тонких листов и сложных форм из алюминия.
Недостатки
- Сварка TIG относительно медленная, что делает ее менее подходящей для крупносерийного производства.
- Она требует высокого уровня мастерства и квалификации, а стоимость оборудования выше.
Дуговая сварка в среде газового металла (GMAW) / MIG
Преимущества
- Сварка MIG проще и быстрее, требует меньше навыков, что делает ее подходящей для автоматизированного массового производства.
- В отличие от TIG, он лучше подходит для сварки более толстых алюминиевых пластин, в основном используемых для структурной сварки.
Недостатки
- При сварке MIG получаются не такие качественные швы, как при сварке TIG, что особенно заметно по внешнему виду сварного шва.
- При этом образуется больше брызг, требующих дополнительной очистки, а повышенная теплоемкость может привести к образованию зон термического воздействия, вызывающих деформацию. Необходим постоянный мониторинг и контроль параметров.
Сварка сопротивлением и сварка лазерным лучом
Преимущества
- Для контактной сварки не требуются присадочные материалы, что позволяет сэкономить средства и время на сварку и упростить процесс. процесс сварки. Он имеет очень высокую скорость сварки и может быть автоматизирован для массового производства, что значительно повышает эффективность сварки.
- Он преобразует электрическую энергию непосредственно в тепловую, направленную на точку сварки, обеспечивая высокую энергоэффективность и минимальные зоны термического воздействия, эффективно снижая деформацию заготовки.
Недостатки
- Сварка сопротивлением лучше всего подходит для материалов толщиной менее 3 мм, на более толстых материалах результаты менее эффективны, а прочность шва обычно ниже, чем при сварке плавлением.
- Для его работы требуется большой электрический ток, что обусловливает необходимость использования высококачественного силового оборудования или специальных источников питания.
Электронно-лучевая сварка
Преимущества
- Электронно-лучевая сварка обладает высокой проникающей способностью, что позволяет сваривать более толстые алюминиевые материалы за один проход, при этом прочность шва практически соответствует прочности основного материала.
- Он точно фокусирует подводимое тепло, что позволяет свести к минимуму зоны термического влияния и сократить количество бракованных изделий. Он хорошо подходит для сварки сложных форм и может быть высокоавтоматизирован для серийного производства.
Недостатки
- Оборудование для электронно-лучевой сварки дорогостоящее и сложное, с высокими эксплуатационными расходами и необходимостью в специализированном персонале.
- Она требует исключительно чистых поверхностей, чтобы избежать сварочных дефектов, и может быть не столь эффективна на тонких листах или некоторых алюминиевых сплавах по сравнению с другими методами сварки.
Лучший метод сварки алюминия
Основываясь на нашем практическом опыте и анализе сильных и слабых сторон различных сварочных процессов, мы пришли к выводу, что газовая дуговая сварка вольфрамовым электродом (TIG) является наиболее подходящим методом для сварки алюминия. Несмотря на более низкую скорость сварки и более высокую квалификацию, TIG-сварка отличается способностью создавать высококачественные швы и точным контролем над подачей тепла. Эти преимущества делают ее особенно подходящей для тех случаев, когда качество и внешний вид сварного шва имеют первостепенное значение. Потенциальные недостатки перевешиваются долгосрочными преимуществами высококачественных и эстетически привлекательных сварных швов.
Выбор правильного присадочного металла (сварочной проволоки)
Выбор правильной сварочной проволоки имеет решающее значение при сварке алюминия, чтобы избежать плохого качества шва, неровных швов, трещин и пористости. Вот факторы, которые следует учитывать при выборе подходящей сварочной проволоки:
Тип материала основания
Различные виды алюминия и алюминиевых сплавов обладают различными свойствами, требующими соответствующего присадочного металла:
- Серия 1xxx (чистый алюминий):** Обычно используется сварочная проволока 1100 или 4043.
- Серия 2xxx (алюминиево-медные сплавы):** Обычно используется сварочная проволока 2319 или 4043, но из-за плохой свариваемости часто требуется предварительный подогрев и последующая обработка.
- Серия 3xxx (алюминиево-марганцевые сплавы):** Обычно используется сварочная проволока 4043 или 4943.
- Серия 4xxx (алюминиево-кремниевые сплавы):** Обычно используется сварочная проволока 4043 или 4047.
- Серия 5xxx (алюминиево-магниевые сплавы):** Обычно используется сварочная проволока 5356 или 5183.
- Серия 6xxx (алюминиево-магниево-кремниевые сплавы):** Обычно используется сварочная проволока 4043, 4943 или 5356.
- Серия 7xxx (алюминиево-цинковые сплавы):** Обычно используется сварочная проволока 2319 или 5356, перед сваркой требуется предварительный подогрев.
Производительность сварки
- Текучесть: Текучесть сварочной проволоки влияет на формирование и внешний вид сварного шва. Например, проволока на основе кремния, такая как 4043, обладает хорошей текучестью и подходит для сварки сложных форм или тонких листов.
- Чувствительность к трещинам: Различные провода имеют разную чувствительность к растрескиванию. Проволока на основе кремния (4043) менее подвержена растрескиванию, в то время как проволока на основе магния (5356) более восприимчива к горячему растрескиванию.
Прочность сварного шва
Выбор сварочной проволоки напрямую влияет на механические свойства сварного шва, такие как прочность, пластичность и коррозионная стойкость. Для выполнения высокопрочных требований выбирайте проволоку, соответствующую прочности основного материала. Например, для сварки высокопрочных сплавов серий 5xxx и 6xxx рекомендуется использовать сварочную проволоку 5356.
Распространенные металлы-наполнители
- 4043: Содержит кремний 5%, обеспечивает хорошую текучесть и низкую чувствительность к трещинам, подходит для большинства алюминиевых сплавов серий 1xxx, 3xxx, 4xxx и 6xxx.
- 5356: Содержит магний 5%, подходит для алюминиевых сплавов серий 5xxx и 6xxx, обеспечивая более высокую прочность и хорошую коррозионную стойкость, но более высокую чувствительность к трещинам.
- 4943: Улучшенная проволока на основе кремния с более высокой прочностью и лучшей текучестью, чем 4043, подходит для алюминиевых сплавов серии 6xxx.
- 2319: Содержит медь 6,3%, специально для алюминиевых сплавов серии 2xxx, подходит для высокопрочных и высокотемпературных применений.
9 советов по сварке алюминия
Имея более чем 20-летний опыт сварки на фабрике Weiqing, мы сталкивались и решали множество проблем. Вот девять советов по сварке алюминия, которые мы накопили и обобщили за эти годы. Мы уверены, что они будут полезны для вас.
Разогрейте металл
При сварке алюминия сварной шов быстро остывает, поскольку тепло отводится в окружающий металл. Это может привести к образованию трещин, хрупкости и недостижению требуемой твердости. Чтобы избежать этого, перед сваркой, особенно для толстых деталей, подогрейте алюминий примерно до 150°C. Это замедлит процесс охлаждения, сделает его более контролируемым и уменьшит количество трещин и деформаций. Используйте пропановую или кислородно-ацетиленовую горелку для равномерного нагрева, стараясь не перегреть алюминий и не нарушить его механические свойства.
Контролируйте тепло
Температура плавления алюминия гораздо ниже, чем у таких металлов, как сталь или железо, поэтому очень важно контролировать температуру во время сварки. Алюминий легко прожечь насквозь, а чрезмерный нагрев может вызвать деформацию, даже если он не прожжен. Знайте температуры плавления различных алюминиевых сплавов и регулируйте температуру сварки в зависимости от их толщины.
Используйте более высокую скорость передвижения
Сварка алюминия требует более высокой скорости перемещения по сравнению со сваркой стали. Увеличение скорости помогает предотвратить перегрев и прогорание, что приводит к чистому и стабильному сварному шву. Это также улучшает внешний вид сварного шва и уменьшает пористость.
Правильный угол сварки
При сварке TIG и MIG наклоните горелку на 10-15 градусов в направлении шва. Эта небольшая регулировка поможет защитному газу лучше покрыть сварной шов, уменьшая загрязнение. Правильный угол наклона также обеспечивает достаточную глубину проплавления и хорошую сварную фаску.
Используйте переменный ток (AC) для TIG
При использовании сварки TIG на алюминии переменный ток (AC) помогает получить чистые и прочные сварные швы. Переменный ток одновременно очищает поверхностный оксидный слой алюминия и обеспечивает необходимое для сварки тепло. Очистка происходит во время цикла DCEP (Direct Current Electrode Positive), а проплавление и проварка - во время цикла DCEN (Direct Current Electrode Negative).
Используйте правильный вольфрам для TIG
Для TIG-сварки алюминия выбирайте электроды из чистого вольфрама или циркониевого вольфрама. Эти материалы устойчивы к загрязнениям и стабилизируют дугу. Шлифовка вольфрамового наконечника до шарообразной формы поможет поддерживать стабильный ток.
Используйте катушечный пистолет для MIG
Пистолет с катушкой может значительно улучшить процесс MIG-сварки, обеспечив плавную подачу проволоки и стабильные сварные швы. Он решает такие распространенные проблемы, как спутывание проволоки и трудности с подачей, обеспечивая стабильный сварной шов.
Использование техники надавливания для MIG
При MIG-сварке алюминия используйте технику толкания. Отодвиньте горелку от сварочной ванны, чтобы улучшить охват и проникновение газа. Это уменьшает загрязнение и приводит к получению более чистых, визуально привлекательных сварных швов.
Правильно завершите сварку
После завершения сварки постепенно уменьшайте нагрев и заполняйте кратер в конце шва. Этот процесс, известный как "заполнение кратера", предотвращает растрескивание кратера, которое часто встречается при сварке алюминия. Кроме того, используйте технику легкого обратного хода, ненадолго меняя направление движения в конце шва, чтобы обеспечить плавное и заполненное окончание.
Краткое содержание
Сварка алюминия - сложная и ответственная техника, требующая опыта, навыков и соответствующих инструментов. Однако, следуя этим советам и принимая профилактические меры, вы сможете эффективно избежать распространенных проблем при сварке алюминия. Это руководство охватывает все аспекты сварки алюминия, от подготовки к работе до конкретных методов и решения общих проблем, и призвано помочь сварщикам повысить качество и эффективность сварки. Независимо от того, новичок вы или опытный профессионал, вы найдете эти советы полезными.
