

Зачем сваривать алюминий?
В современном промышленном мире алюминий и алюминиевые сплавы широко используются во многих областях, таких как автомобильная, железнодорожная, аэрокосмическая и коммуникационная, благодаря своему легкому весу, высокой твердости, высокой коррозионной стойкости, а также хорошей электро- и теплопроводности.
Применение алюминия во многих областях, в соответствии с различными потребностями использования, неизбежно, что будет множество различных процессов обработки, таких как литье, ковка, сварка, механическая обработка и т.д., и во многих технологий обработки алюминия, сварка является более сложным. Тем не менее, многие области применения имеют большой спрос на сварку алюминия, поэтому сварка алюминия является необходимым процессом для многих отраслей промышленности.
Характеристики алюминия
Как говорится, знай своего врага и знай себя. Поэтому прежде чем заниматься сваркой алюминия, необходимо разобраться в его свойствах. В конце концов, из-за особенностей, которые вызывают такую сложность при сварке алюминия, только разобравшись в них, вы будете в процессе сварки отмечать эти проблемы и уменьшите шансы на получение бракованных изделий в процессе сварки алюминия.
Например, температура плавления алюминия, температура плавления глинозема и теплопроводность - все это нужно знать и применять на практике.
Почему сварка алюминия является сложной задачей
Причина, по которой сварка алюминия так сложна, кроется в его уникальных физических и химических свойствах, далее я подробно расскажу об уникальных свойствах алюминиевого металла, почему сварка алюминия так сложна.
Окисление
Когда металлический алюминий подвергается воздействию воздуха, на его поверхности быстро происходит реакция воздушного окисления с образованием плотного слоя пленка из оксида алюминия; Температура плавления пленки достигает 2050 °С, что намного выше температуры плавления металлического алюминия 660 °С.
Если при сварке не избавиться от слоя оксида алюминия на поверхности сварочного канала, то току во время сварки будет сложно его пробить, что приведет к низкому качеству сварки, появлению включений в шве и другим проблемам.
Также важно отметить, что сварку следует выполнять в течение двух часов после удаления оксидного слоя, иначе он образуется вновь.
Пористость
В процессе сварки алюминий под воздействием высоких температур плавится и превращается в жидкий алюминий, который легко поглощает водород. По мере остывания жидкого алюминия поглощенный водород постепенно выпадает в осадок, образуя в сварном шве крошечные пустоты и пузырьки. Эти мелкие пузырьки нарушают целостность сварного шва, вызывая его разрушение и растрескивание под действием давления или напряжения.
Вы можете минимизировать появление этих пустот и пузырьков и улучшить качество сварки, если будете держать зону сварки сухой и чистой и использовать защитный газ более высокой чистоты.
Примеси
Если ваша зона сварки, сварочное оборудование или хранение алюминия не отличаются чистотой, то вам следует помнить о масле, пятнах, мусоре, коррозии и т. д., которые могут появиться на поверхности алюминия во время сварки. Все это может напрямую повлиять на качество сваренного алюминия, вызывая смешивание примесей в сварном шве, что приведет к непривлекательному, недолговечному сварному шву.
Изменения толщины
В сварке алюминия часто сталкиваются будет различной толщины алюминиевых пластин сварки вместе, когда сталкиваются в этом случае должны быть очень хитрыми, если кусок толстой алюминиевой пластины и тонкой алюминиевой пластины сварки вместе, применение тока слишком высока, то может быть тонкая алюминиевая пластина будет проколота, если ток слишком мал, то не может достичь эффекта сварки.
Эта проблема требует от вас достаточного опыта и мастерства сварщика, чтобы отрегулировать ток до оптимального значения. Другой способ - отшлифовать шов толстой алюминиевой пластины и в дальнейшем сваривать ее на меньшем токе.
Горячее растрескивание
При сварке вы можете столкнуться с этой проблемой, то есть, когда сварка хорошо, подождите, пока алюминиевые детали остынут, появятся трещины, это потому, что температура сварки слишком высока, чтобы вызвать алюминий размягчается, не может удовлетворить механические требования сварки, сварной шов появится внутри усадочные отверстия и трещины; конечно, если температура сварки слишком низкая, это приведет к снижению прочности и пластичности сварного шва, но также склонны к трещинам.
Если вы столкнулись с этой проблемой, необходимо контролировать скорость охлаждения; слишком быстрое или слишком медленное охлаждение увеличивает вероятность появления трещин в сварном шве.
Теплопроводность
Как мы все знаем, из-за особенностей алюминия его теплопроводность намного выше, чем у других металлов, что приведет к тому, что в процессе сварки алюминия тепло будет быстро рассеиваться в окружающее пространство, температура сварки не сможет поддерживаться в нужном диапазоне, что приведет к плохому проплавлению шва.
Здесь нужно увеличить мощность нагрева и точно контролировать его, но следите за тем, чтобы температура не была слишком высокой, иначе вы расплавите алюминий.
Тепловое расширение
Из-за высокого коэффициента теплового расширения алюминиевого металла алюминиевые детали будут значительно расширяться под воздействием тепла в процессе сварки, что приведет к таким проблемам, как деформация или концентрация напряжений в канале сварного шва.
Это требует от вас принятия некоторых правильных мер при сварке, таких как предварительный нагрев алюминиевых деталей, разумное планирование последовательности сварки и контроль скорости сварки.
На что следует обратить внимание при сварке алюминия
При сварке может возникнуть множество непредвиденных проблем, которые могут привести к поломке или даже травме, но есть и такие, которые мы можем предотвратить заранее, чтобы избежать их возникновения в процессе сварки.
Очистить
Вам нужно избегать окрашенного или окисленного алюминия. Если вы свариваете алюминий, который не был очищен, то масло, пятна и окисление на поверхности будут напрямую влиять на качество сварки.
Однако для обеспечения чистоты поверхности алюминиевого изделия необходимо использовать соответствующие методы очистки, такие как шлифовка и химическая очистка.
Окружающая среда для сварки
Также необходимо обратить внимание на условия сварки: они должны быть сухими и безветренными. При ветре защитный газ будет сдуваться, что приведет к поглощению водорода и появлению мелких пузырьков во время сварки, а влажная среда повлияет на качество сварки. Разумеется, система пылеудаления также необходима для защиты окружающей среды.
Меры безопасности
Это важный пункт для вашего здоровья, поэтому обязательно надевайте защитные средства, чтобы защитить свое тело, когда собираетесь заниматься сваркой. При сварке алюминия выделяются вредные пары и сильное ультрафиолетовое излучение, которые могут нанести непоправимый вред вашему организму. Сварочные маски, перчатки, защитная одежда и оборудование для удаления дыма являются обязательными.
Тестирование и инспекция
После успешной сварки необходимо провести некоторые необходимые проверки изделия, такие как внешний вид, целостность, внутренняя структура (ультразвуковая дефектоскопия) и т.д.
Это отвечает как за продукт, так и за клиента, и может помочь вам улучшить качество продукции, повысить удовлетворенность клиентов и значительно помочь вашему бизнесу в будущем.
Обучение и технические обновления
Независимо от того, новичок вы или опытный специалист, важно постоянно учиться. Времена идут вперед, технологии и методы сварки выходят на новый уровень, и вам необходимо быть в курсе новейших технологий, которые помогут вам повысить качество и эффективность ваших сварных швов.
Виды сварки алюминия
Есть много процессов, которые могут сварить алюминий, все они имеют свои собственные сильные стороны, следующие, чтобы взять вас подробное понимание преимуществ и недостатков, когда они используются для сварки алюминия, но и помочь вам выбрать наиболее подходящий для вашего алюминия сварки процесс.
Дуговая сварка вольфрамовым газом (GTAW) / TIG
Преимущества
- Сварка TIG дает чистые, высококачественные швы и подходит для использования на алюминиевых изделиях, требующих высокой прочности и качества внешнего вида.
- Если вы когда-либо использовали сварку TIG, вы поймете, что она обеспечивает точную теплоотдачу и расплавленную ванну и хорошо подходит для сварки тонких листов и алюминиевых деталей сложной формы.
Недостатки
- Сварка TIG медленная и не очень подходит для крупносерийного производства.
- Поскольку TIG сложнее в эксплуатации, она требует высокого уровня мастерства от сварщика, а также более высокой стоимости оборудования.
Дуговая сварка в среде газового металла (GMAW) / MIG
Преимущества
- MIG-сварка проще, быстрее и требует от сварщика меньше навыков, поэтому она больше подходит для автоматизированного массового производства.
- В отличие от TIG, он больше подходит для сварки более толстых алюминиевых листов и используется в основном для структурной сварки.
Недостатки
- Качество сварки MIG не такое высокое, как у TIG, особенно по внешнему виду шва, и во время сварки образуется больше брызг, которые необходимо убирать.
- Из-за высокой теплоотдачи в ней образуется зона термического влияния, что приводит к деформации алюминиевой детали и требует постоянного наблюдения для контроля параметров.
Сварка сопротивлением и сварка лазерным лучом
Преимущества
- Сварка сопротивлением не требует использования наполнительный материалОн экономит ваши затраты на сварку и время, а также упрощает процесс сварки. Поэтому он очень быстрый и может осуществлять автоматизированную сварку в больших объемах, что может значительно повысить эффективность сварки.
- Сварка сопротивлением - это прямое преобразование электрической энергии в тепловую, сфокусированную на точке сварки, это высокое использование энергии, небольшая зона теплового воздействия, может эффективно уменьшить деформацию заготовки.
Недостатки
- Сварка сопротивлением имеет определенные требования к толщине свариваемого материала, она лучше подходит для сварки материалов толщиной 3 мм или меньше, но сварочный эффект не очень хорош для более толстых материалов. И прочность сварного шва ниже по сравнению со сваркой плавлением.
- При сварке сопротивлением требуются высокие токи, а значит, необходимо более совершенное оборудование для питания или специализированный источник питания для него.
Электронно-лучевая сварка
Преимущества
- Электронно-лучевая сварка работает с высокой глубиной проплавления, и с ее помощью можно сваривать более толстый алюминий, который можно сварить за один проход. Благодаря высокой глубине проплавления прочность сварного шва практически приближается к прочности основного материала.
- E-лучевая сварка очень сосредоточена в тепловой вход, и зона термического влияния очень мала, что уменьшает количество дефектных продуктов Другие могут точно контролировать положение и тепловой вход, который подходит для сварки сложных форм алюминиевых деталей.
- В то же время электронно-лучевая сварка высокоавтоматизирована и подходит для массового производства.
Недостатки
- Оборудование для электронно-лучевой сварки является дорогостоящим и может быть рассмотрено, если у вас есть продукция с большой добавленной стоимостью или если спрос на вашу продукцию высок; кроме того, это сложное оборудование, которое дорого обслуживать и требует специализированного персонала для выполнения операций по техническому обслуживанию.
- Электронно-лучевая сварка требует высокой степени чистоты поверхности алюминиевых деталей, иначе легко появятся дефекты сварки; она может быть не столь эффективна, как другие методы сварки, при обработке тонких листов или других алюминиевых сплавов.
Лучший способ сварки алюминия
Выше мы рассмотрели преимущества и недостатки каждого процесса, который может быть использован для сварки алюминия, а далее, основываясь на нашем практическом опыте, мы расскажем, какой процесс является наиболее подходящим для сварки алюминия с учетом всех аспектов.
На самом деле, каждый процесс имеет свои уникальные преимущества, но в сочетании с толщиной свариваемого материала, положением сварки, выходом, качеством, стоимостью и другими факторами, чтобы всесторонне оценить, аргонодуговая сварка (TIG) является наиболее подходящей.
Сварка TIG обеспечивает высокое качество швов и позволяет точно контролировать подачу тепла, поэтому мы считаем ее одним из наиболее подходящих процессов для сварки алюминия, особенно когда важны качество и внешний вид.
Хотя он медленнее сваривается и с ним сложнее работать, мы считаем, что эти недостатки полностью компенсируются долгосрочными преимуществами высокого качества и хорошего внешнего вида.
Выбор правильного присадочного металла (сварочной проволоки)
При сварке алюминия важно выбрать правильную проволоку. В противном случае вы столкнетесь с низким качеством сварки, неровными швами, трещинами, пористостью и многими другими проблемами. Вот на что следует обратить внимание при выборе сварочной проволоки:
Тип материала основания
Различные виды алюминия и алюминиевых сплавов имеют разные свойства, поэтому вам нужна сварочная проволока, соответствующая основному материалу.
- Серия 1xxx (чистый алюминий): Обычно используется проволока 1100 или 4043.
- Серия 2xxx (алюминиево-медные сплавы): Обычно используется проволока 2319 или 4043, но из-за плохой свариваемости сплавов серии 2xxx обычно требуется предварительный нагрев и последующая обработка.
- Серия 3xxx (алюминиево-марганцевые сплавы): Обычно используется проволока 4043 или 4943.
- Серия 4xxx (алюминиево-кремниевые сплавы): Обычно используется проволока 4043 или 4047.
- Серия 5xxx (алюминиево-магниевые сплавы): Обычно используется проволока 5356 или 5183.
- Серия 6xxx (алюминиево-магниево-кремниевые сплавы): Обычно используется проволока 4043, 4943 или 5356.
- Серия 7xxx (алюминиево-цинковые сплавы): Обычно используется проволока 2319 или 5356, перед сваркой требуется предварительный подогрев.
Производительность сварки
- Текучесть: Текучесть проволоки напрямую влияет на формирование и внешний вид сварного шва, например, при высоком содержании кремния в проволоке (например, 4043), ее текучесть очень хорошая, и она подходит для сварки сложных форм или тонких листов.
- Чувствительность к растрескиванию: чувствительность проволоки к растрескиванию варьируется, например, проволока на основе кремния (4043) не чувствительна к растрескиванию, не легко растрескивается, а проволока на основе магния (5356) более чувствительна к термическому растрескиванию, легко растрескивается.
Прочность сварного шва
Выбор проволоки оказывает непосредственное влияние на механические свойства сварного шва, такие как прочность, пластичность и коррозия; если вам требуется высокопрочный шов, то необходимо выбрать проволоку, соответствующую прочности основного материала; если вы хотите сварить сплавы серий 5xxx и 6xxx, к которым предъявляются высокие требования по прочности, то вам необходимо выбрать проволоку 5356.
Распространенные металлы-наполнители
- 4043: Содержит кремний 5%, обладает хорошей текучестью и низкой чувствительностью к трещинам, подходит для большинства алюминиевых сплавов серий 1xxx, 3xxx, 4xxx и 6xxx.
- 5356: Содержит магний 5% для алюминиевых сплавов серий 5xxx и 6xxx с высокой прочностью и хорошей коррозионной стойкостью, но высокой чувствительностью к трещинам.
- 4943: Улучшенная проволока на основе силикона с более высокой прочностью и лучшей текучестью, чем у 4043, для алюминиевых сплавов серии 6xxx.
- 2319: Содержит 6,3% меди и предназначен для алюминиевых сплавов серии 2xxx для высокопрочных и высокотемпературных применений.
9 советов по сварке алюминия
Имея более чем 20-летний опыт сварки, мы столкнулись с множеством проблем и решили множество задач, и мы хотели бы поделиться с вами 9 советами по сварке алюминия, которые мы накопили и обобщили за эти годы, и мы верим, что они обязательно помогут вам.
Разогрейте металл
Когда вы начинаете остывать после сварки, температура сварного шва быстро рассеивается, в результате чего шов остывает быстрее, легко трескается, становится хрупким и не достигает ожидаемой твердости.
Чтобы избежать этого, вы можете предварительно нагреть алюминиевую деталь в целом до температуры около 150°C перед сваркой, особенно для более толстых секций, чтобы охлаждение после сварки происходило медленнее и контролируемо, что поможет уменьшить растрескивание и деформацию сварного шва.
Для нагрева можно использовать пропановую или оксиацетиленовую горелку, при этом важно отметить, что нагрев должен быть равномерным и не следует перегревать алюминий, иначе это повлияет на его механические свойства и приведет к его хрупкости.
Контролируйте тепло
Температура плавления алюминия намного ниже, чем у стали, железа и других металлов, поэтому при сварке обязательно контролируйте температуру, иначе алюминиевые детали очень легко прожечь насквозь, даже если она не меньше, температура слишком высока, это легко приведет к деформации материала.
Поэтому необходимо знать температуры плавления различных видов алюминия и алюминиевых сплавов и устанавливать оптимальную для сварки температуру в зависимости от их толщины.
Используйте более высокую скорость передвижения
При сварке алюминия скорость сварки должна быть выше, чем при сварке стали. Увеличение скорости сварки предотвращает перегрев и прожоги; фактически, сварка алюминия - это быстрая и последовательная сварка. Это также помогает сварному шву выглядеть хорошо и уменьшает пористость.
Правильный угол сварки
Для TIG и MIG в идеале горелку следует наклонить на 10-15 градусов в направлении сварки. Такой наклон помогает защитному газу лучше покрывать траекторию сварки и уменьшает загрязнение извне, а правильный угол наклона также позволяет обеспечить достаточное проникновение для формирования хорошей траектории сварки.
Используйте переменный ток (AC) для TIG
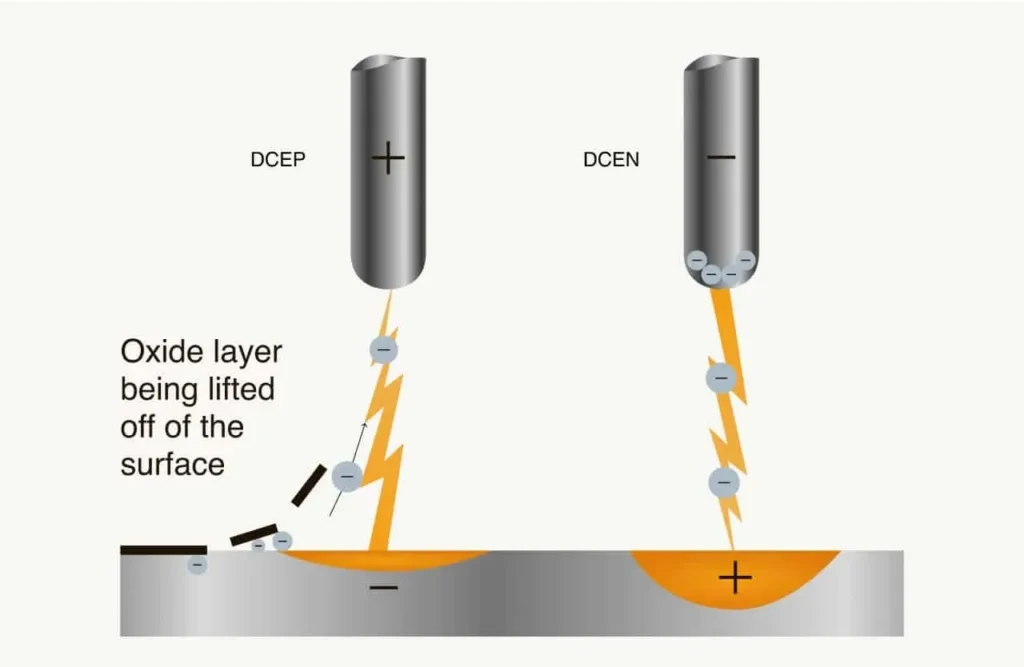
Однако если при TIG-сварке использовать переменный ток (AC), то сварной шов получится чистым и прочным, поскольку переменный ток удаляет оксидный слой на поверхности алюминиевой детали и обеспечивает тепло, необходимое для сварки.
Очистка происходит во время цикла положительного электрода (DCEP), а цикл отрицательного электрода (DCEN) обеспечивает проникновение и плавление.
Используйте правильный вольфрам для TIG
При TIG-сварке алюминия в качестве электрода для сварки можно использовать чистый вольфрам или циркониевый вольфрам. Использование их в качестве электрода не только устойчиво к загрязнению, но и лучше стабилизирует дугу.
Если вы заточите кончик вольфрама до сферической формы, чтобы использовать его для сварки, это создаст более стабильный ток.
Используйте катушечный пистолет для MIG
Если вы используете катушечный пистолет при сварке, вы обнаружите, что он значительно изменяет процесс сварки, обеспечивая плавную подачу проволоки и стабильность сварных швов. Он значительно облегчает подачу проволоки, а также предотвращает такие проблемы, как спутывание проволоки.
Использование техники надавливания для MIG
При MIG-сварке алюминия вы можете использовать технику толкания. Отталкивание горелки от расплавленной ванны помогает улучшить охват газом и глубину проплавления. Эта техника также помогает уменьшить загрязнение и получить более чистые и визуально привлекательные сварные швы.
Правильно завершите сварку
После завершения сварки необходимо постепенно уменьшить нагрев и заполнить кратер в конце шва. Этот процесс, часто называемый "заполнением лужи", помогает предотвратить растрескивание кратера, которое часто встречается при сварке алюминия.
Кроме того, для обеспечения гладкого и заполненного торцевого шва используется техника небольшого обратного хода, чтобы ненадолго изменить направление движения в конце сварки.
Краткое содержание
В заключение следует отметить, что сварка алюминия - это сложная и ответственная технология, требующая высокого уровня опыта, навыков и инструментов, но вы можете использовать эту статью в сочетании с практикой, чтобы принять некоторые меры предосторожности, которые помогут эффективно избежать распространенных проблем при сварке алюминия.
Данное руководство содержит исчерпывающий обзор всех аспектов сварки алюминия, от подготовки к работе до конкретных методов и решений распространенных проблем, и призвано помочь сварщикам повысить качество и эффективность сварных швов. Это руководство может быть полезно как начинающим сварщикам, так и опытным профессионалам.
